Understanding the differences between wet sleeve and dry sleeve engines is crucial for motorcycle and auto owners, parts distributors, and repair shops. The design of the cylinder liner plays a central role in engine efficiency, maintenance, and overall performance. Wet sleeve engines, characterized by their direct contact with coolant, allow for efficient thermal management and easier maintenance but are more commonly found in heavy-duty applications. On the other hand, dry sleeve or solid block engines are prevalent in lighter vehicles, offering simplicity at the expense of repair complexity. This article will delve into critical comparisons in engine design, maintenance considerations, thermal efficiency, application uses, and how these differences influence performance and longevity.
Breathing Heat: How Wet-Sleeve and Dry-Block Cylinder Design Shape Power, Maintenance, and Longevity

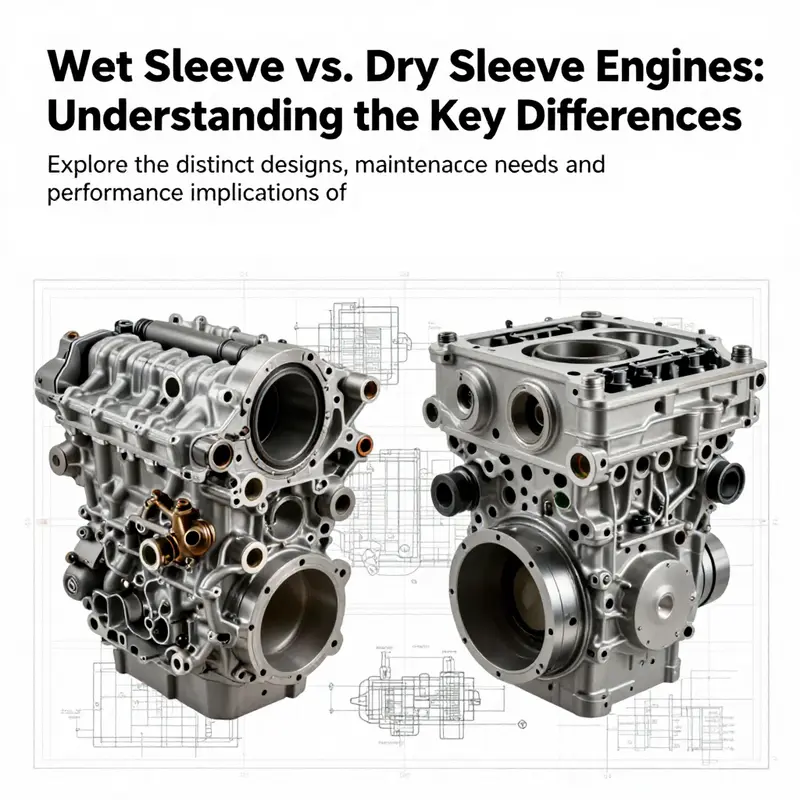
The difference between a wet cylinder sleeve and an engine without sleeves begins with a single, practical reality: where the cylinder wall lives and how heat finds its way out. In engines with wet sleeves, the cylinder wall is a discrete liner that sits inside the engine block and is surrounded by a water jacket. The sleeve itself becomes part of the cooling system, and coolant flows around its outside surface. In contrast, engines without wet sleeves rely on a solid or integral liner that is either cast into the block or otherwise not in direct contact with a separate, replaceable sleeve. Heat transfer, maintenance pathways, and even assembly techniques flow from that fundamental distinction. Understanding this difference helps explain why the two designs have endured in different sectors, how they behave under demanding conditions, and why one might be chosen over the other for a given application. It also clarifies why maintenance strategies, downtime costs, and long-term reliability look different for each approach. The practical upshot is that wet sleeves offer targeted cooling and straightforward sleeve replacement, while dry or integral designs emphasize compactness, rigidity, and simplified sealing, with trade-offs in serviceability when the wear areas are inside the block. The narrative around these choices is less about which is universally superior and more about which suits the operating envelope, lifecycle economics, and maintenance philosophy of a particular engine program.
Wet cylinder sleeves stand out for their thermal performance, which has always mattered most in high-load, high-heat contexts. Because the coolant bathes the outer surface of the sleeve, the heat from the burning gases travels quickly through the steel or alloy of the sleeve into the circulating water. This direct contact between coolant and sleeve reduces hot spots that can plague engines where the cylinder wall runs hot for extended periods. In heavy-duty, high-speed, or long-run environments—such as large diesel engines used in ships, stationary power plants, or industrial propulsion—the cooling advantage translates into better efficiency, lower peak temperatures, and more consistent combustion dynamics through the operating cycle. When a sleeve wears from repeated piston movement and bore action, technicians can remove the sleeve, replace it, and reassemble the block without a full rebuild. The ability to service a worn element without disturbing the entire block minimizes downtime and mitigates the financial impact of engine maintenance in demanding facilities.
Of course, the wet-sleeve approach is not without its complexities. The sleeves require robust end seals to prevent coolant leaks at the interface with the cylinder head and the lower junctions, and those seals become potential failure points over the engine’s life. Seal technology, gasket integrity, and the precision of liner mating surfaces play major roles in reliability. In addition, the process of installing, aligning, and securing sleeves demands careful workmanship, especially given the tight tolerances that govern bore geometry. The net effect is a design that favors serviceability under heavy use, but with a maintenance overhead that must be managed by skilled technicians and well-timed overhaul plans. That combination—easy sleeve replacement, plus the ongoing vigilance required for sealing and gasket health—frames the lifecycle economics of wet-sleeve engines in marine and industrial settings.
In contrast, engines without wet sleeves—often referred to as dry-sleeve or integral-block designs—emphasize a different balance of attributes. In these engines, the cylinder liner is either integrated into the block or is absent altogether when a solid-block design is used. The cooling system still works, but the coolant passages are embedded in the block itself rather than surrounding a sleeve. By design, the block’s material and the shape of its internal channels carry a larger share of the heat transfer workload. The result is a lighter, stiffer, and more compact architecture. For applications where weight and packaging matter, and where the engine is built for high-volume production with tight assembly tolerances, a dry approach can offer meaningful advantages. The inherent simplicity of sealing in a dry-sleeve or solid-block setup—fewer joints, fewer boundaries between coolant and combustion surfaces—also reduces certain failure modes, such as coolant leaks through multiple gasket interfaces.
Yet the dry approach carries its own compromises. Since there is no removable sleeve that can be swapped if wear develops in the cylinder wall, any significant cylinder bore wear often means machining the block or full block replacement. The repair options are more conservative, and the downtime required to repair a worn bore can be substantial. The heat transfer performance, while strong in many regimes, may become less uniform at extreme service levels. The block must be designed with generous, well-distributed cooling passages, and the materials chosen for the block must withstand the thermal and mechanical stresses of high-heat operation without the extra cushion of a replaceable sleeve. In practice, dry-sleeve or solid-block engines tend to be favored for automotive and light-duty applications where cost, weight, and manufacturability take precedence over the extremes of long-duration, high-heat operation.
From a design and performance perspective, the choice is often a study in engineering trade-offs. Wet sleeves enable targeted cooling of the cylinder wall and straightforward maintenance events focused on a relatively small component—the sleeve itself. This arrangement supports engines that have to endure sustained high heat, demanding duty cycles, or environments where downtime must be minimized through modular serviceability. With wet sleeves, the block remains robust and exchangeable components can be replaced without a complete rebuild, which is especially valuable in remote locations or heavy industry where specialized machine shops are not always at hand. The counterpoint is a more intricate assembly with multiple interfaces that must be sealed and maintained, a factor that engineers must account for in reliability analyses and preventive maintenance planning.
Dry or integral designs, by contrast, prize structural rigidity, reduced component count, and the absence of end-seal leakage paths that can complicate maintenance. The bore surface can be produced with precision as a single, continuous unit, often contributing to predictable wear patterns and smoother piston motion. From a manufacturing perspective, the dry approach can streamline production lines, lower part count, and reduce the need for field assembly steps associated with sleeves. For manufacturers and end users prioritizing compactness, reduced mass, and lower long-term maintenance complexity, a dry-liner or solid-block solution can be compelling. Still, the trade-off is clear: when bore wear becomes significant or if a sleeve failure is suspected, repair decisions can be more disruptive because the sleeve is not readily replaceable. This difference underlines a broader industry theme: the path to reliability is not identical for every engine design, but rather follows the operating demands, serviceability expectations, and lifecycle economics of the intended application.
To bridge theory and practice, one can consider how operators make decisions about sealing strategies, heat transfer management, and service intervals. In wet-sleeve engines, the lubrication regime around the cylinder interface and the cooling circuit work in tandem to maintain bore integrity under heavy loads. A well-tuned cooling system prevents localized overheating that accelerates bore wear and reduces injector and valve life. The sleeves themselves become a wearable asset that can be replaced with a well-planned schedule, sometimes without expensive block machining. In dry-sleeve or solid-block designs, the emphasis shifts toward material selection, the geometry of the block’s cooling passages, and the precision of bore machining in manufacturing. The absence of a removable sleeve means that the bore surface must deliver long life under high compression ratios and sustained temperatures without the cushion of a replaceable element. In automotive contexts, this translates to strong baseline durability and simpler field maintenance, but with limits on how aggressively wear can be managed without a shop capable of major block work.
The practical takeaway is straightforward: the choice between wet sleeves and dry-block cylinders hinges on the expected duty cycle, the value of downtime, and the preferred path to maintenance. For operators whose engines run hot, hard, and long—where a modular maintenance approach translates into real-world uptime—wet sleeves offer an attractive balance of cooling efficiency and serviceability. For designs where weight, packaging, and lower manufacturing cost are paramount, and where repairs can be handled through block-level interventions, a dry-sleeve or solid-block approach can be the better fit. The decision is rarely about a single performance metric, but about how cooling, sealing, repairability, and manufacturing realities align with the operator’s lifecycle expectations.
For readers seeking a concise synthesis that situates this discussion in a broader technical context, a focused overview of sleeve technology and cylinder design can be found in technical literature that contrasts dry, wet, and flange-sleeve configurations. A useful starting point for deeper technical insights is the article referenced in industry discussions about sleeve types and their impact on engine performance: Dry vs Wet vs Flanged Cylinder Sleeves.
Further reading and deeper technical grounding are available in external resources that examine the material choices, thermal performance, and real-world applications of these designs. As you explore the specifics of your own engine program, consider how the cooling strategy, repair philosophy, and lifecycle costs interact with your operating requirements. If you want to see a succinct explanation of how the dry-sleeve approach differs from other configurations, it is worth reviewing material that specifically explains the dry sleeve concept in a concise, engineer-focused way within the broader context of cylinder design. For a broader technical reference on the topic, see the external resource: https://www.enginebuildermag.com/dry-vs-wet-vs-flanged-cylinder-sleeves/.
Internal link reference: for a compact, engineer-friendly explanation of the dry-sleeve concept, you can read about it at dry sleeve engine explained. This provides a solid baseline so you can compare the dry approach directly against wet-sleeve and other cylinder configurations as you weigh the design decisions, maintenance implications, and lifecycle costs.
The overall picture is clear: wet sleeves and dry-block designs are each optimized for different operating envelopes. The decision is not a universal bet on quality but a calibrated choice that reflects heat management needs, serviceability goals, and the economic realities of the engine’s intended use. The right path depends on how much heat the engine must shed, how quickly wear can be repaired, and how much downtime the operator can tolerate without compromising productivity or mission readiness. In the end, understanding these design differences helps engineers, technicians, and operators make better, more informed choices about what to build, how to maintain it, and how to plan for the long arc of an engine’s life.
Maintenance and Longevity in Wet-Sleeve versus Dry-Block Engines: Navigating Heat, Leaks, and Lifespan

Maintenance decisions in engines hinge on a simple truth: how heat is handled, how seals are managed, and how easily worn parts can be replaced. When you compare wet-sleeve engines to dry-sleeve or solid-block designs, the differences in cylinder wall configuration ripple through every maintenance task. The wet-sleeve arrangement, with its cylinder liners bathed in coolant, prioritizes robust thermal management and serviceability. The dry or solid-block approach, by contrast, emphasizes a tighter seal system and a different path to long-term reliability, but with repair work that tends to be more invasive when wear and damage accumulate. This chapter follows the logic that guides maintenance planning across these two families of engines, showing how each design shapes inspections, interventions, and the life-cycle economics of keeping an engine healthy in demanding service.
In a wet-sleeve engine, the liner is a separate component that houses the piston walls and sits inside the engine block. The key practical difference is that the liner is exposed to the coolant jacket; the coolant circulates around the outside of the sleeve. This arrangement offers excellent heat transfer from the cylinder walls to the cooling system. It reduces hot spots and promotes steadier operating temperatures, a benefit that translates into the possibility of maintaining higher power during long runs or under heavy loads. For maintenance planning, this heat advantage means that cooling system health becomes a central priority. The coolant must be kept clean, properly formulated, and free of corrosive contaminants that could attack the sleeve. Therefore, crews spend proper attention on coolant analysis, regular flushing, and timely replacement of filters and additives. The maintenance implication is straightforward: good cooling practice extends sleeve life and preserves cylinder geometry, which in turn keeps ring seal and compression stable over time. If the sleeve wears or suffers damage, the repair path is relatively forgiving. The sleeve can be removed and replaced without re-machining the entire block, provided the block mating surfaces remain true and the seals are correctly installed. This modularity is a major advantage in terms of downtime and cost control, especially in large diesel engines used in heavy-duty or maritime settings. For a deeper dive into how this cooling approach affects maintenance decisions, see the discussion on wet-sleeve thermal management, which links directly to practical maintenance guidance and best practices.
Yet this advantage comes with a price tag in precision and ongoing seal integrity checks. The interface between the sleeve, the block, and the coolant jacket is a potential leakage pathway. If the seals around the sleeve wear or the gasket surfaces degrade, leaks can develop that drain efficiency and invite corrosion at the sleeve edge. Regular inspection of the sleeves, gaskets, and associated seals becomes a non-negotiable part of the maintenance routine. Corrosion control is another critical area. Even with good coolant chemistry, the sleeve’s direct exposure requires vigilant monitoring for electrochemical attack and scale buildup, which can insulate the cylinder walls and impair heat transfer. Soldiers in the field of maintenance know that the benefits of wet sleeves—more effective cooling and easier replacement—depend on disciplined coolant management, timely sleeve inspections, and precise installation procedures. When these steps are neglected, the supposedly modular repair path becomes a maintenance bottleneck rather than a feature. The payoff, however, remains clear: with proper care, wet-sleeve engines support high-load, long-life operation without forcing a full block replacement.
Turning to engines without sleeves—dry-sleeve or solid-block designs—the maintenance story shifts toward a different set of priorities. In dry-sleeve configurations, the cylinder wall is either integrated into the block or uses a sleeve that is not exposed to the coolant. The absence of direct coolant contact with the sleeve simplifies some sealing challenges. Fewer coolant-facing joints translate to fewer obvious leak paths around the sleeve area. However, the trade-off is in heat handling. The cylinder walls in a dry-sleeve or solid-block engine rely on the block’s own passages and the metal-to-metal contact for heat transfer. While this can be highly effective under steady, moderate loads, it is less forgiving under high-heat, high-demand conditions. The result is a hotter engine core under sustained high output, which accelerates wear on the piston rings, cylinder walls, and valve seats if cooling capacity is stretched. Maintenance therefore emphasizes keeping the cooling system in peak condition, but with a different emphasis: ensuring the block’s internal jacket passages remain clear, and that the mating surfaces between the bore and the fixed sleeve or block are free of distortion.
When cylinder wear occurs in a dry-sleeve or solid-block engine, the repair implications are more extensive. Instead of swapping a wear-prone sleeve, technicians often face boring out the bore to oversize dimensions and installing pistons with matching oversize rings. In some cases, if the wear is severe or the block has weakened integrity, the block itself may need replacement. This repair path incurs substantial downtime, machine work, and higher cost. It also disrupts a vehicle’s or vessel’s operations longer than a sleeve swap would in a wet-sleeve design. Yet dry-sleeve systems avoid the persistent risk of coolant leaks at a sleeve joint, which can be a relief in environments where coolant quality is difficult to maintain or where leak-related downtime must be minimized. In practice, maintenance planning for these engines tends to favor strong routine checks of cylinder geometry and ring seal condition, rather than the periodic sleeve removal and replacement cycle that characterizes wet-sleeve upkeep.
Across both designs, a central thread remains consistent: maintenance must align with the engine’s operating environment and duty cycle. In high-load, high-temperature service—think heavy trucking, marine propulsion, or industrial stationary engines—wet sleeves often prove their value through superior cooling and the relative ease of sleeve replacement. A maintenance program for these engines will typically call for more frequent coolant testing, controlled corrosion prevention, and meticulous inspection of the sleeve-gasket interface. The overarching aim is to prevent the sleeve from becoming a performance bottleneck, preserving heat transfer efficiency and ensuring that the engine can sustain power without creeping thermal limitations. In contrast, for engines operating under steady, lower-load conditions, the dry-sleeve or solid-block option can deliver reliability with fewer components exposed to cooling water. Here the maintenance focus tends to emphasize bore integrity, ring-land wear, and piston alignment, with an eye toward avoiding the more invasive block work that marks prolonged downtime in the wet-sleeve path.
An integrated maintenance plan for either design must also account for the practical realities of service life. Replacement parts, technician skill, and downtime costs all shape what is feasible in the field. Wet-sleeve engines benefit from a modular mindset: a worn sleeve does not require hours of block machining to restore cylinder walls. If a sleeve is damaged or corroded, it can often be swapped with careful inspection of the mating surfaces and seals. The maintenance discipline, then, turns on proper sleeve preparation, correct alignment, and flawless sealing to prevent leaks. Without such rigor, the very advantage of replacability becomes a source of failure. Conversely, in dry-sleeve or solid-block engines, the repair strategy leans toward precision re-bore and oversize piston installation when wear progresses. The absence of a removable sleeve means that even a small misalignment can become a major engine condition, potentially cascading into loss of compression, higher emissions, and reduced efficiency. Consequently, maintenance crews must be proficient in bore measurement, piston selection, and block repair techniques, which also feeds into the demand for skilled labor and specialized equipment.
In practical terms, maintenance scheduling for these engines boils down to three pillars: cleanliness and coolant health, bore and seal integrity, and the readiness of the repair path. A wet-sleeve engine asks for routine coolant analysis, seal checks, and sleeve surface inspection on major service intervals. It also requires a careful record of sleeve replacements and a process to verify the block’s mating surface after each removal. The dry-sleeve or solid-block design demands strict control of bore condition, ring end-gap checks, and a robust plan for possible block remanufacture or piston oversizing when wear accumulates. In both cases, the aim is to minimize unplanned downtime by anticipating wear patterns based on operating history and keeping critical wear parts in stock or readily obtainable.
From a broader perspective, choosing the right maintenance approach is inseparable from the engine’s intended application and service life. Wet sleeves suit environments where high power, long life, and easier field maintenance are valued. Dry sleeves or solid blocks fit applications where cost, weight, and simplicity prevail, especially where maintenance resources are limited or where the operating profile is predictable and moderate. The decision informs everything from parts stocking to the training of maintenance staff and the design of preventive maintenance intervals. For technicians and engineers, this means building a maintenance plan that respects the physics of heat transfer, mechanical fit, and material wear, while also acknowledging the practical realities of the field.
The conversation around maintenance also intersects with the broader topic of engine sleeves and their role in modern engineering. If you are exploring how sleeves function, what sleeves look like in different designs, and how sleeve replacement is performed, a concise overview is available in dedicated technical discussions. For a deeper understanding of the technical underpinnings of sleeve design and operation, you can consult general resources on cylinder liners and sleeves, which offer foundational explanations without tying to any single brand or model. External resource: https://en.wikipedia.org/wiki/Cylinder_liner
Internal link note: a practical, design-focused discussion of cooling and sleeve performance can be found in the wet-sleeve thermal management resource. It presents a target for maintenance practices that optimize heat removal and minimize thermal fatigue, which in turn supports longer engine life in demanding service. When planning maintenance programs, this resource can serve as a guide to prioritizing coolant quality, flow reliability, and sleeve integrity alongside the more mechanical inspection tasks.
In sum, maintenance for wet-sleeve and dry-sleeve or solid-block engines shares common goals—reliable cooling, precise cylinder geometry, dependable seals, and a repair path that minimizes downtime. Yet the paths diverge in how heat is managed, how easy it is to repair worn components, and what kind of downtime a given service regime will incur. Wet-sleeve designs reward proactive coolant care and sleeve replacement as a straightforward service, while dry-sleeve or solid-block designs reward meticulous bore maintenance and careful scheduling of more invasive block work. A thoughtful maintenance plan, tailored to the engine’s operating context and life expectancy, will ensure that whichever design endures the demands of its task, with performance and reliability that meet expectations over the long haul.
Cooling to the Core: How Wet Sleeve Design Shapes Performance, Longevity, and Maintenance
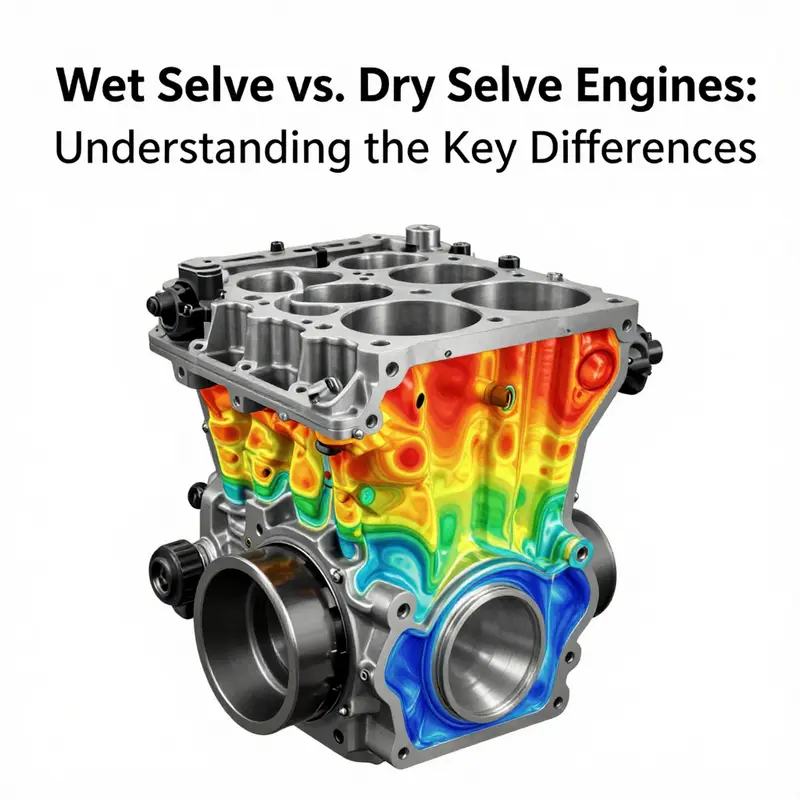
Heat is the quiet ruler of engine life, directing how aggressively a machine can run, how quickly it can recover from high-load events, and how costly it is to service over years of operation. In the broad world of internal combustion engines, the way the cylinder is lined and cooled becomes a defining difference between power density, reliability, and ease of maintenance. The wet sleeve approach—where the cylinder liner itself sits inside the cooling circuit and is in direct contact with coolant—exemplifies how a seemingly small design choice can ripple through every practical facet of an engine’s life. In these configurations, the liner is a separate insert, and coolant flows around it, drawing heat away not just from the piston crown but from the bore wall itself at a very intimate interface. This intimate cooling boundary tends to flatten hot spots, allowing the walls to run closer to their material limits without tripping excessive thermal stress. The effect is not merely theoretical. In heavy-duty environments—such as marine propulsion, large industrial diesels, and long-lifecycle stationary plants—the ability to shed heat rapidly translates into higher sustained output, improved tolerance for aggressive timing and fuel-jetting strategies, and a margin that reduces the risk of thermal fatigue cracking over tens of thousands of operating hours. That direct contact with the cooling fluid makes wet sleeves a practical answer to the problem of heat management when engines are pushed hard and run for long periods without a break in the load profile. The deeper story, however, runs beyond what the coolant does in a single bore. A wet sleeve’s presence redefines how the engine is assembled, serviced, and even how the block carries the load of high-compression forces. Because the liner is a replaceable, wet component, wear is more easily localized and addressed. When the liner wall corrodes, wears thin, or develops microcracks from long service, technicians can remove and replace the sleeve rather than reworking an entire block. This modularity reduces downtime, simplifies maintenance planning, and often decreases the total cost of ownership for engines designed to endure the harshest operating cycles. The concept of sleeves that are literally wet—surrounded by coolant—also changes the way engineers approach materials, tolerances, and the interfaces where the liner meets both the piston rings and the block. The liner must provide a precise bore surface while maintaining a robust seal against coolant leakage at multiple junctions. These demands push material science toward liners that resist wear, tolerate thermal cycling, and tolerate the frictional interplay with piston rings without galling or scuffing the bore. That complexity is balanced by manufacturing flexibility: sleeves can be made from specialized alloys or cast in ways that optimize wear resistance, and then installed into blocks with careful interference fits to ensure reliability under rapid thermal swings. The payoff is a system that can respond to a demanding duty cycle with a heat-quieted response that keeps fuel economy and reliability aligned. Within this framework, the comparison to engines without wet sleeves—dry sleeves or even solid-block configurations—highlights the heat-bone of the difference. In a dry-sleeve arrangement, the cylinder wall is still supported by a liner, but the sleeve does not contact the coolant directly. Instead, heat must move from the bore through the liner into the surrounding block water jackets or through the block itself to reach the coolant. It is a longer, more constrained path. The direct route that wet sleeves enjoy—coolant encircling the liner—favors faster heat removal, which becomes especially important as load rises or the engine is tuned for higher peak output. The practical upshot is that dry-sleeve or solid-block engines must manage with more conservative cooling margins, a design choice that aligns with markets where cost, compactness, and simplicity trump extreme load endurance. The geometry and manufacturing complexity change as well. Dry sleeves are typically pressed into the block or formed as part of a monolithic bore, so serviceability can be less forgiving. When wear or damage occurs, the options are more limited: sleeve replacement can require substantial machining or even block replacement, depending on the engine’s architecture. The economic calculus follows a similar arc. Wet sleeves demand precision in liner manufacture, compatibility between sleeve material and coolant chemistry, and a service framework that can manage regular sleeve replacement on a predictable cycle. But the reward is a system with more predictable cooling under high thermal stress, reduced risk of localized overheating, and a path to long life under conditions that would stress a dry-sleeve design. In the eyes of a designer, this translates into the ability to push a big diesel toward higher mean effective pressures without stepping into the danger zone of hot spots, piston ring wear, or liner distortion. The enhanced thermal management also supports more aggressive calibration of timing, injected fuel, and charge air strategies, which can yield better fuel efficiency and lower specific emissions when managed within the engine’s thermal envelope. It is not a universal prescription, though. Every engine’s operating envelope is a balance of power, efficiency, reliability, weight, and cost. Wet sleeves provide a clear advantage where sustained high load and long life are non-negotiable, and where maintenance strategies can accommodate scheduled liner replacement. In less demanding, mass-market contexts—where the aim is to minimize upfront cost and guestimate maintenance windows far into the future—dry sleeves or solid blocks offer a leaner path to affordability and compactness. The trade-off, as the data suggests, is a potentially tighter thermal margin and a more complex repair process if failure begins to appear in the cylinder region. The broader implications for engineering practice are as instructive as the details themselves. When heat is the dominant constraint, the path of least resistance is to shorten the heat transfer route and maximize the coolant’s ability to carry heat away. Wet sleeves realize that principle by exposing the cylinder wall directly to the cooling environment and by isolating that heat-transfer boundary from the rest of the block. The design becomes a dialogue between materials science, fluid dynamics, and precision machining. If you tilt toward wet sleeves, you invite a robust platform for steady high-load performance, straightforward liner service, and a cooling regime that can be tuned through coolant flow rates and jacket design. If you lean toward a dry-sleeve or solid-block approach, you gain in mass-market simplicity and lower initial costs, but you must accept tighter thermal constraints and more challenging service logistics when corrosion or wear threatens the bore integrity. The decision, then, hinges on the anticipated duty cycle, the expected maintenance cadence, and the resource availability to manage liner wear when needed. This chapter’s perspective converges with a broader engineering discourse around cylinder sleeves and thermal management. For readers seeking a concise, technical exploration of how these sleeve choices alter heat transfer pathways and the practicalities of upkeep, a detailed treatment can be found in the discussion of wet-sleeve thermal management. wet-sleeve engine thermal management. This reference helps connect the conceptual framework described here with test data, material choices, and field experiences that illuminate why a wet sleeve can be the decisive factor under demanding service conditions. While the specifics of every engine design vary, the central truth remains: cooling is not an afterthought but a core design lever. The sleeve design—whether wet or dry—defines how heat is transported away from the cylinder wall, how quickly the engine can recover from heat-soaked events, and how confidently operators can push for higher performance during peak demand. In the end, the choice maps to the engine’s mission. If the mission calls for high sustained output, long life, and simplified field maintenance, the wet sleeve approach offers a compelling path forward. If the mission prioritizes compactness and low upfront cost with predictable, moderate duty, a dry-sleeve or solid-block solution may be the more efficient fit. The narrative of heat, materials, and serviceability thus becomes a guide for engineers and operators alike, bridging theory and practice in the quiet, relentless quest to keep engines cooler, stronger, and longer-lasting. For readers who want a broader perspective on other sleeve configurations and their consequences for engine design, the engineering community provides extended analyses and case studies that further illuminate the trade-offs involved. External resources offer additional context and comparative data to complement the discussion here, deepening understanding of how practitioners balance thermal performance with manufacturability and lifecycle costs. External resource: https://www.engineer.com/technical-articles/dry-vs-wet-vs-flanged-cylinder-sleeves-how-engine-builders-make-the-right-choice
Wet Sleeve vs Dry Sleeve Engines: Real-World Tradeoffs for Duty, Heat, and Maintenance
When engineers compare wet sleeve engines with dry sleeve or solid block designs, they are weighing how a cylinder is housed, how heat moves, and how maintenance is performed in real operating conditions. The core question is not simply which design is theoretically better, but how each approach fits the expected duty cycle and lifecycle economics. In broad terms, a wet sleeve engine uses a separate cylinder liner that sits inside the engine block and is in direct contact with the cooling system. Coolant flows around the liner, taking heat away from the bore more directly, while the sleeve bears piston wear and seals against combustion pressure.
The thermal story is central. In wet sleeve configurations, heat from the bore wall can be conducted into the sleeve and into the surrounding coolant, reducing hot spots and helping keep the bore cooler during high power operation. This can translate into more predictable performance and longer runtimes between overhauls in demanding environments where engines run near full capacity for extended periods. A replaceable liner also means serviceable wear parts can be swapped with potentially less disassembly than would be required to repair a damaged block.
In dry sleeve or solid block designs, the bore is formed directly in the block, and the sleeve, when present, is not exposed to coolant. The cooling system still removes heat, but the direct cooling path around the bore is less pronounced. This can simplify sealing and reduce weight and part count, which helps packaging and production costs for mass market and light duty applications. The tradeoff is that heat management around the bore can be less aggressive under high load, potentially narrowing the operating margin for sustained high duty cycles and making bore repairs more invasive if wear becomes severe.
From a maintenance perspective, wet sleeves offer a clear advantage in serviceability. The liner is a separate, replaceable component, and wear or damage can often be addressed by swapping the sleeve with less invasive disassembly. Dry sleeve or solid block designs tend to require more extensive machining or even block replacement when bore geometry degrades, which can increase downtime and repair costs in regions with limited machine shop capability. The choice thus hinges on a balance of operational demands, field maintenance realities, and total cost of ownership over the engine life.
In practice, wet sleeve designs tend to dominate heavy duty, high temperature, or long endurance applications such as long haul diesel trucking, marine propulsion, stationary generators, and mining equipment. Dry sleeve and solid block architectures are common in lighter duty, high-volume, cost-sensitive markets where compactness, weight, and manufacturing efficiency matter most. The final decision should emerge from a detailed assessment of duty cycle, maintenance access, downtime penalties, and lifecycle economics, aligning the cylinder design with how the engine will actually be used and cared for over its life.
Power, Heat, and Lifespan: The Practical Differential of Wet-Sleeve and Dry-Sleeve Engines
When we examine the engine as a system, the choice between a wet sleeve and a dry sleeve design becomes more than a matter of parts. It is a decision that ripples through heat management, mechanical robustness, maintenance practices, and the kind of life a machine will lead under varying loads. In essence, the wet sleeve arrangement places the cylinder sleeve in direct contact with the cooling water, while the dry sleeve configuration relies on a seamless interaction between the bore, the block, and the coolant. Understanding these subtleties clarifies why some engines are built to endure brutal duty cycles in harsh environments, while others are optimized for mass-market efficiency and lower cost. The contrast is a study in thermodynamics meeting practical engineering constraints, and it is especially relevant to the core question of how such sleeves influence performance and longevity.
In a wet sleeve engine, the outer surface of the cylinder liner is immersed in coolant flow. This arrangement makes heat transfer from the hot metal of the cylinder wall to the circulating fluid dramatically more efficient. The sleeve acts as a direct conduit for thermal energy; heat does not have to travel far through multiple solid boundaries before meeting a liquid that can carry it away. The benefits show up most clearly under high sustained loads, when combustion heat, friction, and piston slap all conspire to raise cylinder temperatures. With active contact between sleeve and coolant, hot spots are damped, cylinder distortion is reduced, and ring sealing can stay stable over more cycles. The improved thermal regimen helps maintain consistent peak pressures and better control of combustion efficiency, which in turn supports higher sustained power and better overall engine life in demanding service.
Material selection for wet sleeves further strengthens these advantages. Sleeves are designed with alloys or composite coatings that resist wear and corrosion in the hot, wet environment. The ability to replace a worn sleeve without altering the entire block is not just a maintenance convenience; it becomes a practical extension of engine life in long-running service. Large diesel installations, heavy trucks, and industrial machinery frequently leverage this design precisely because it allows components to be serviced in place, with a maintenance workflow that minimizes downtime and preserves power density without sacrificing reliability. In long-term operation, the wet sleeve approach tends to reduce the incidence of cylinder wall scoring and piston ring instability, because the cooling regime helps keep the bore within a favorable temperature and distortion envelope. When the engine door is swung open to service, technicians can address a worn or damaged sleeve without dismantling the whole block, a capability that translates into greater uptime and lower life-cycle costs in high-demand settings.
Yet the same direct cooling pathway that makes wet sleeves attractive also introduces complexity. The interface between sleeve and coolant requires precise sealing to avert leaks, and the sleeve must be manufactured and installed with tight tolerances to avoid leakage paths or canting under pressure. The engineering and machining overhead for wet sleeves is typically higher. The sleeves themselves may be more expensive, and the system must be designed to sustain coolant chemistry, pressure, and flow rates without compromising sleeve integrity. All of this means that while wet sleeves excel in heat management and serviceability at scale, they also demand meticulous design and careful maintenance planning to realize their full benefit.
On the other side of the spectrum, dry sleeves or solid block engines present a different set of trade-offs. In a dry sleeve design, the cylinder liner is integral to the block or, in some cases, there is no liner at all if a solid block is used. The coolant passages are in the block, not around the sleeve. The effect on heat transfer is meaningful. The coolant does cool the bore, but the path is longer through solid material before the heat reaches the coolant. Consequently, heat rejection is typically less aggressive than in a wet sleeve arrangement, or it is more dependent on the conductive properties of the block itself. This can translate into higher risk of localized overheating under heavy loads, particularly if the engine block is made from cast iron or aluminum with liberty to conduct heat in certain directions but not others. In practical terms, dry sleeves tend to be favored for mass-produced passenger vehicles and light-duty applications where cost, weight, and packaging matter more than extreme heat dissipation under sustained duty.
The structural story for dry sleeves also centers on sealing and machining. Because the liner is not exposed to coolant, the likelihood of leakage paths around the liner is reduced, and sealing can be simpler. The block itself becomes the primary heat sink, and in many designs this means fewer moving parts that demand maintenance attention. However, when wear does occur, replacing a worn dry-sleeve or bore often calls for precision machining, honing, or even block replacement. The economic calculus shifts toward a one-time investment in a robust block and a simpler assembly, rather than repeated sleeve removals in the field. As a result, dry sleeves are well aligned with vehicles where service intervals are predictable, parts are readily available, and operators seek a balance of reliability and cost.
The performance implications of these differences are nuanced. In high-performance or heavy-duty contexts, wet sleeves tend to support higher peak power and better long-term stability under repeated high-load cycles. The cooling efficiency mitigates heat-induced loss of compression, helps maintain tight ring seal stability, and reduces the risk of cylinder distortion that can erode cylinder bore roundness over thousands of hours. In contrast, dry sleeves often deliver robust, predictable performance in mid-range or standard-duty applications. They enable lighter engines, simpler manufacturing, and lower upfront costs. For mass-market use where fuel economy and emissions controls are well within target margins and extreme heat cycling is less frequent, the dry sleeve architecture can provide reliable service with lower total cost of ownership.
From a maintenance perspective, the two approaches teach complementary lessons. Wet sleeves offer a measure of convenience in high-use environments: a worn sleeve can be replaced without a complete block rebuild, which can translate into shorter downtime and improved uptime. The trade-off is that you must manage coolant integrity, sleeve seating, and the precise interactions between sleeve, gasket systems, and cylinder head. In contrast, dry sleeves emphasize simpler leakage control and more straightforward assembly, but the price of wear can be higher in terms of bore repair or block resurfacing. When a dry-sleeve engine starts to exhibit bore wear, the repair can be more invasive; in some cases, the block must be reworked or replaced. The practical effect is that the operating context—duty cycle, maintenance access, and total cost of ownership—will often dictate which design makes more sense rather than any abstract performance metric alone.
For operators and engineers weighing these choices, the decision is rarely about a single performance metric. It is a balancing act among heat management, serviceability, weight, and cost, all anchored to the engine’s intended life, duty cycle, and operating environment. Engines designed for marine propulsion, industrial power generation, or heavy trucking frequently favor wet sleeves precisely because the intensity of heat generation and the expectation of long service intervals align with the sleeve architecture that allows easier maintenance and robust cooling. In contrast, passenger cars and light-duty machines, where mass production, compact packaging, and cost effectiveness drive the economics, commonly adopt a dry sleeve strategy that optimizes integration with the block and reduces the complexity of field repairs. The result is a spectrum rather than a dichotomy, with each design occupying a niche shaped by performance expectations, maintenance practices, and lifecycle economics.
To explore the idea further in a focused, technical way, consider the notion of sleeve meaning itself and how sleeving a cylinder changes the way an engine breathes. For a concise explanation, see What sleeving an engine means. This reference helps connect the practical maintenance implications with the underlying design choices discussed here, clarifying why a wet sleeve engine might be preferred where the cylinder environment is unforgiving and the job requires long, steady hours of operation.
In sum, the difference between a wet sleeve engine and an engine without wet sleeves is less about one being categorically better than the other and more about what each design enables in real-world terms. Wet sleeves deliver superior cooling and service flexibility at the cost of additional sealing complexity and higher upfront machining requirements. Dry sleeves offer a leaner, simpler path that emphasizes rugged seal integrity and lower initial expense, but with a potential price in maintenance difficulty and heat tolerance under heavy loads. For the reader seeking a practical orientation, the optimal choice will always be tied to the engine’s purpose: high-demand, long-life applications lean toward wet sleeves; standard, mass-produced, cost-conscious applications favor dry sleeves. The detail lies in how the sleeve, the block, and the coolant system interact over time and under stress, a conversation that continues in the service bay as technicians examine wear patterns, cooling performance, and the longevity of the seals that hold it all together.
External reference for deeper technical data on sleeve systems can be found in the Hino Em100 Sleeve Guide: https://www.hino.com/en/products/technical-resources/em100-sleeve-guide.
Final thoughts
In summary, the distinctions between wet sleeve and dry sleeve engines showcase the trade-offs between maintenance efficiency, thermal management, and application suitability. Wet sleeve engines are ideal for environments demanding robust performance and serviceability, while dry sleeve engines excel in compactness and cost-effectiveness for standard automotive needs. Understanding these differences enables motorcycle and auto owners, parts distributors, and repair shops to make informed decisions regarding engine maintenance and performance expectations. Each engine type serves its purpose and shines in the right applications, making it essential for all stakeholders to grasp their unique characteristics.