
Sleeving a Caterpillar 3126 engine is a decision that intersects reliability, cost, and service life. This guide targets motorcycle owners, auto owners, auto parts distributors and wholesalers, and repair shops that may encounter a worn cylinder or injector sleeve. Sleeving replaces worn cylinder liners with new stainless steel sleeves, restoring compression seals, reducing blow-by, and extending the engine’s usable life in demanding applications. The CAT 3126B (3-valve) configuration is a common focus because injector sleeves are a known wear point, yet the same principles apply to other 3126 variants with appropriate machining and materials. The four chapters below build a complete picture: Chapter 1 explains the rationale for sleeving on CAT 3126 engines; Chapter 2 dives into technical considerations and wear points; Chapter 3 outlines the tools, materials, and installation workflow; and Chapter 4 discusses performance, reliability, and lifecycle implications. By connecting engineering details to shop workflows and supply decisions, this article helps readers assess whether sleeving fits their goals, budgets, and downtime windows while delivering durable, repeatable results.
null
null
Resleeving the CAT 3126: Navigating injector sleeve wear, precision installs, and long-term reliability in the 3126B engine

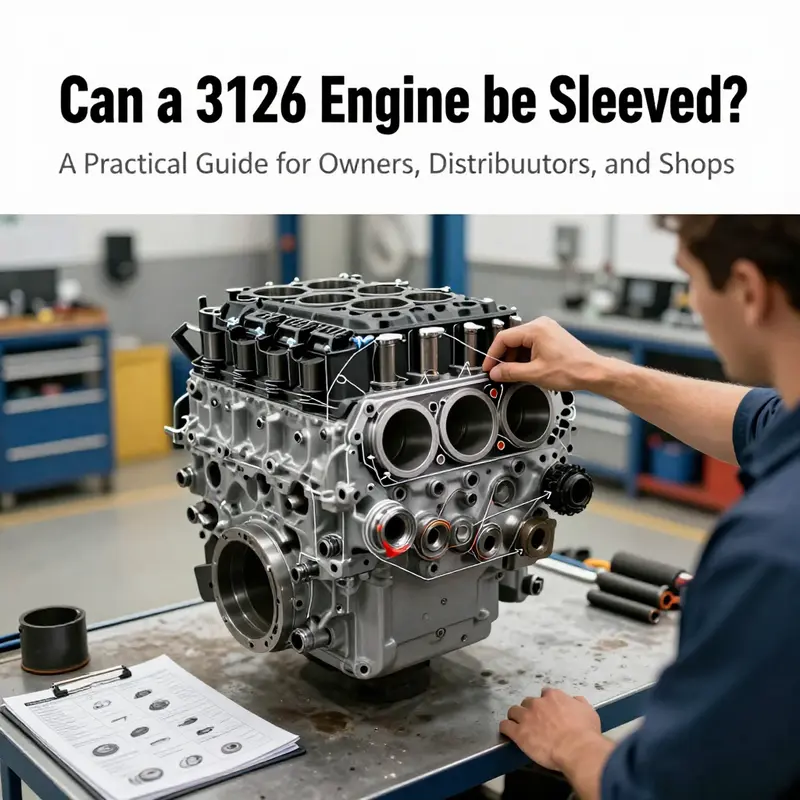
Sleeving a CAT 3126B is a measured maintenance action used when injector sleeves show wear that affects sealing, compression, or fuel delivery. The sleeves are stainless steel cylinders pressed into the cylinder head and must retain precise bore geometry and injector seating alignment under high heat and pressure. Wear patterns include surface scoring, cracks, and galling at the injector seating interface, which can lead to leaks, reduced compression, rough running, and unpredictable fuel spray. When wear reaches a threshold, sleeving restores the original bore condition and seating surface, reestablishing a reliable seal and consistent combustion performance.
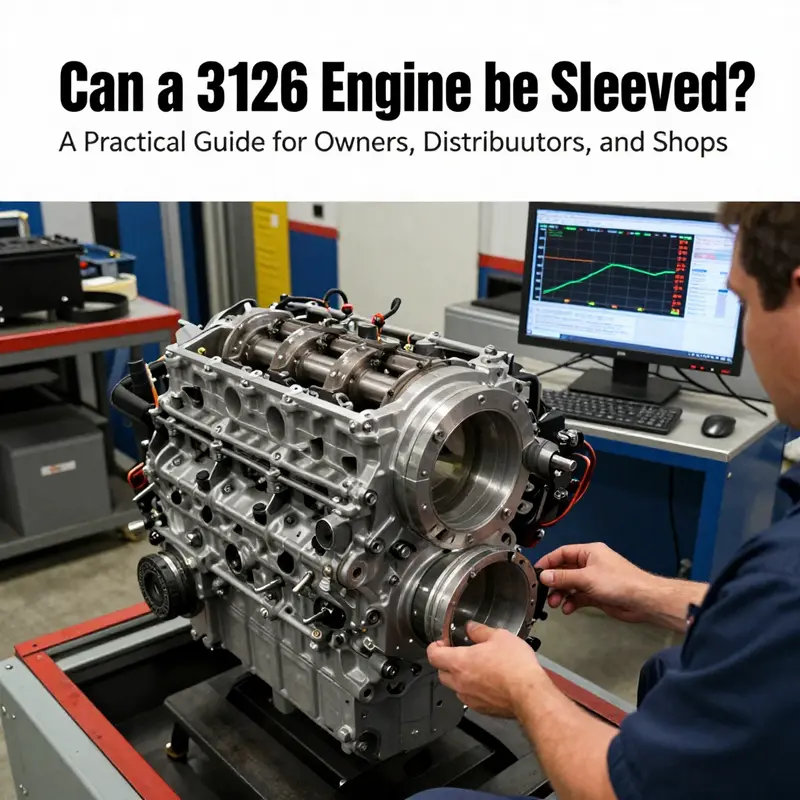
Key considerations include verifying head flatness, injector port alignment, and sleeve seating depth. Sleeves are typically installed with controlled interference fit and dedicated tooling to ensure concentricity and proper seating against the head. Proper surface preparation and cleaning are essential to avoid debris that can compromise the seal. A sleeved head may require reaming or honing the injector seats and rechecking the cylinder head surface to maintain gasket sealing. The goal is to achieve a true, concentric fit that preserves injector spray characteristics and avoids hot spots.
Practitioner notes: Sleeving is a known, standard maintenance option for high-duty diesel engines like the 3126B in demanding service. When performed with genuine parts and correct procedures, sleeving can extend service life, improve fuel delivery, and stabilize performance, delivering reliable uptime in fleets where downtime is costly.
Final takeaway: Sleeving should be considered after a thorough inspection and under manufacturer guidelines, not as a shortcut to horsepower. It is a restoration of critical interfaces that support long-term reliability.
null

null
null
null
Final thoughts
Sleeving a CAT 3126 engine is a viable path to restore cylinder integrity, improve combustion efficiency, and extend service life in demanding applications. The decision hinges on accurate condition assessment, access to appropriate stainless injector sleeves, and the availability of precise installation tooling. For shops and distributors, understanding wear patterns, sourcing compatible sleeves, and planning downtime are essential to achieving reliable results. When performed by skilled technicians with proper equipment, sleeving can deliver durable gains in reliability and performance that justify the investment, especially in fleets and high-usage environments.