
The engine is often regarded as the heart of a vehicle, and its components play a crucial role in ensuring longevity and performance. Among these components, cylinder sleeves are essential elements that significantly impact an engine’s functionality. The 7.5L New Holland engine, commonly found in agricultural machinery, presents an interesting case study due to the variability in sleeve type and design utilized across different models and applications. In the following chapters, we will explore the types of sleeves used in the 7.5L New Holland engines, their specifications, the importance of these engine parts, and how they compare to other models. This knowledge is key for motorcycle owners, auto owners, parts distributors, and repair shops looking to understand how engine components influence performance and reliability.
Cylinder Sleeves and the 7.5L New Holland Engine: How to Identify Wet, Dry, and Serviceable Options
When someone asks what type of sleeves a 7.5L New Holland engine has, the practical answer often starts with a qualification: it depends. Engine families differ across model years and applications. Manufacturing choices vary with intended duty cycles, cooling strategies, and serviceability goals. Because the readily available documentation rarely names sleeve type in general specifications, you must approach the question from a systems perspective. This chapter explains the common sleeve types you might encounter, how to identify them on a 7.5L unit, and how to find the authoritative specification for the exact engine in question.
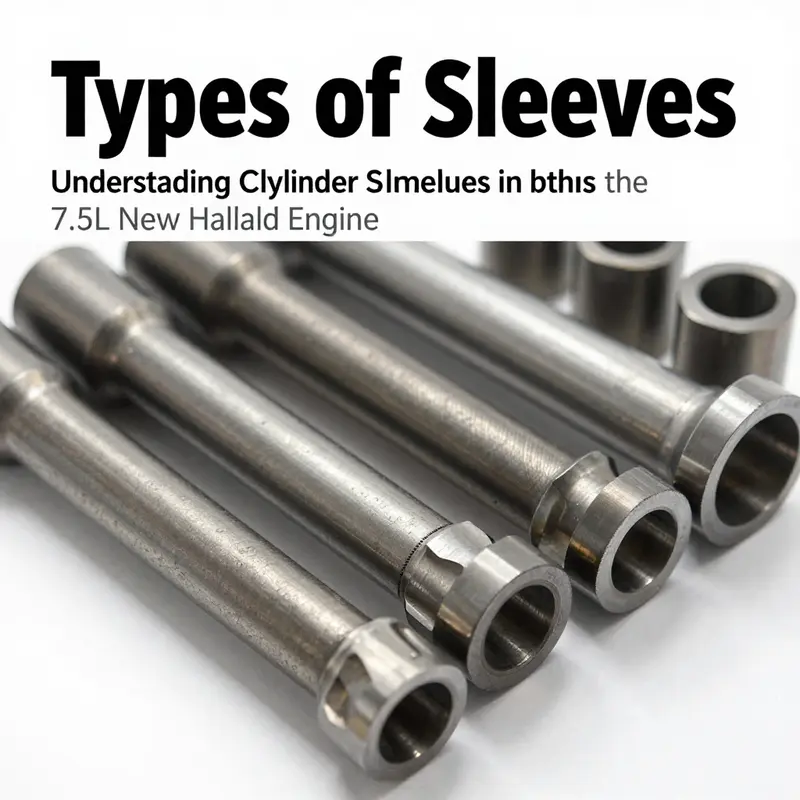
Cylinder sleeves—also called liners—fall into two broad categories: wet and dry. A wet sleeve is in direct contact with the engine’s coolant. It seals against coolant at its outer surface and typically sits within the block as a separate component. A dry sleeve, in contrast, fits into a bored cylinder in the block and is isolated from the coolant by the surrounding casting. Both designs aim to provide a durable, replaceable wear surface for piston rings. Each design brings trade-offs in thermal behavior, sealing complexity, and repairability. Understanding those trade-offs makes it easier to deduce what a particular engine builder likely selected.
Wet sleeves are favored in many heavy-duty diesel applications because they simplify cooling around the cylinder. The sleeve’s entire outer surface is exposed to coolant, giving very uniform heat transfer. That leads to better temperature control at the combustion chamber wall. For large-displacement, high-torque engines that run long hours, this thermal advantage can protect bore roundness and reduce hot spots. Wet sleeves also make cylinder replacement comparatively straightforward. A worn sleeve can be removed and swapped without cutting or extensive machining of the block. That serviceability reduces downtime and long-term rebuild costs in fleets that expect many overhaul cycles.
Dry sleeves, by contrast, rely on the engine block’s material to form the cooling jacket. The sleeve’s outer surface presses against a machined bore in the block. Dry sleeves are often used when manufacturers prefer a more monolithic casting or when casting geometry or production cost dictates. Dry liners may offer slightly better structural support in some designs. However, because the coolant does not contact the sleeve directly, heat transfer from the combustion surface must go through the sleeve and then the block metal. That extra thermal barrier can increase temperature gradients at the bore wall if not carefully managed. Some manufacturers will choose dry sleeves for smaller engines, or where cast-in liners are part of a particular production technique.
Between wet and dry, there are variations and hybrid approaches. Some designs use press-fit sleeves that are effectively dry during operation but are easier to remove than integral bores. Others use shrink-fit sleeves that are heated or cooled during installation. The materials used can vary too: cast iron sleeves are common for durability, while certain alloys or surface coatings appear in modern applications to reduce wear or friction. In some heavy engines, sleeves are centrifugal cast directly into the block during manufacture. Each method changes the repair approach for worn bores and the tools required for service.
So where does that leave the 7.5L New Holland engine? Without the specific engine model number and build year, you cannot conclusively say whether it uses wet or dry sleeves. New Holland has made a range of engines for tractors and industrial machines. Some units derived from large agricultural engine families are designed around wet liners for easy overhaul. Others, especially diesel units built into welded or compact blocks, may use dry liners or integral bores. The public service sheets and parts catalogs available in general references rarely state sleeve type explicitly. They instead list parts numbers for sleeves, bores, or reconditioning kits.
To identify the sleeve type on a particular 7.5L engine in the field, begin with visual inspection and a few simple checks. Remove the cylinder head and examine the cylinder upper deck. If you see a visible seam, flange, or snap ring around the top of the bore, that often signals a removable sleeve. A lip or gasket surface at the block deck commonly indicates a wet sleeve with a sealing face. If the bore wall appears continuous with the block metal and lacks a servicing flange, the cylinder is more likely integral or fitted with a dry, press-fit liner that does not show an obvious deck seal. Keep in mind that some wet sleeves are fully recessed below deck and sealed at a shoulder, making visual identification harder without partial removal.
Service documentation often contains the clearest confirmation. Factory overhaul manuals, parts lists, or exploded views usually show sleeves by part number when present. If you have access to the engine’s serial number, parts catalogs tied to that serial range will reveal whether liners are cataloged and whether they are sold as separate replaceable components. If the OEM manual is not immediately available, dealers or authorized service centers can check internal parts databases. In many cases, the parts diagram will identify the sleeve as a distinct replaceable part for engines with removable liners.
When overt documentation is unavailable, photographs and measurements help. A service technician can measure bore diameter and check for a slight clearance between the sleeve and block with feeler gauges or ultrasonic thickness readings. Non-destructive testing can detect a metal-to-metal interface consistent with a removable liner. Additionally, checking the specifications of rebuild kits for that engine often yields guidance. Kits designed to replace sleeves directly indicate the presence of removable liners. Conversely, kits focusing on rebore and oversize pistons without sleeve replacement suggest integral bores.
Why does any of this matter to owners and technicians? Sleeve type influences rebuild cost, service time, and long-term durability. Wet sleeves typically reduce machine downtime during full overhauls. They also ease precision machining because replacing a liner is simpler than reboring a block. Dry sleeves may require more intensive block work for a bore restoration. Thermal management also differs. Engines with wet sleeves often handle thermal stress from high loads more evenly. That matters for units used in continuous heavy tasks, like haulage, large hydraulic pumps, or long-duration field work.
If you plan maintenance or a rebuild on a 7.5L engine, treat the sleeve question as part of a diagnostic and planning checklist. Confirm engine ID and serial number. Request the factory service manual for that exact engine variant. If manuals are inaccessible, contact an authorized support channel for the manufacturer. They can confirm whether the engine includes removable liners and provide replacement part numbers, torque specs, and sealing interfaces. Armed with that information, you can decide whether a simple liner swap, a re-sleeving job by a specialist, or a full block rework is the correct route.
Finally, practical resources help bridge the information gap. For primer-level reading on cylinder sleeves and their function, a concise overview is useful. You may find a helpful introduction at this internal resource on what engine sleeves are. That page summarizes the basic sleeve categories and outlines common maintenance approaches. For official technical confirmation, use the manufacturer’s support portal. It contains service manuals, parts diagrams, and contact channels to verify the exact build details for your 7.5L engine. The support portal is the final authority for sleeve type, replacement procedures, and parts ordering: https://www.cnhindustrial.com/en/support
In short, the 7.5L New Holland engine could use wet sleeves, dry sleeves, or integral bores, depending on the exact variant. Visual inspection, parts diagrams, or factory manuals are the reliable ways to confirm. Sleeve design affects cooling, longevity, and service strategy. When planning maintenance, always verify the engine’s serial information and consult official documentation before deciding on repair methods.
Hidden Geometry: How Cylinder Sleeves Shape the 7.5-Liter Diesel Engine’s Longevity
Cylinder sleeves sit at the quiet center of an engine’s reliability, often unseen by operators and even by some technicians until a bore becomes out of round or a piston starts to knock. In a 7.5-liter class diesel used in agricultural powertrains, the sleeve arrangement governs heat transfer, lubrication behavior, and wear resistance more than most users realize. This chapter follows the thread from fundamental sleeve concepts to the practical implications for a large-capacity, high-load engine. It moves through what the public record can tell us, what remains elusive, and how engineers weigh sleeve design in the broader recipe for engine durability. The sleeves are not jewelry on the engine’s surface; they are the heart of the combustion chamber’s geometry and the path by which heat and lubricant travel between the piston, the block, and the cooling system. When a sleeve is well-matched to its block, clearances stay within spec, honing marks remain consistent, and taper growth remains under control through thousands of hours of operation. The opposite is true when mismatches arise: wear accelerates, oil consumption climbs, and the engine’s ability to maintain peak cylinder pressure degrades. The sleeve, therefore, is a strategic choice in the engine’s architecture, balancing manufacturability, maintenance costs, and long-term reliability. In the absence of widely published public details for this specific 7.5-liter configuration, the discussion relies on the general principles that govern how sleeves are chosen and treated in diesel engines of comparable scale. The central question—what type of sleeve does this 7.5-liter engine use?—is not straightforward. Public service manuals and vendor-supplied specifications often keep sleeve configuration as part of confidential or restricted technical data. Nevertheless, the broader industry pattern reveals two enduring sleeve families: wet sleeves, where the sleeve is intimately coupled with the engine’s cooling jacket, and dry sleeves, where a liner sits within the block but carries the combustion walls more autonomously. Each approach has distinct heat flow characteristics, sealing considerations, and service implications. The literature frequently notes that material choice, bore sizing, and finishing processes are critical levers. In many heavy-duty applications, a balance is struck with wet sleeves due to their superior cooling efficiency and better control of bore distortion under high load. Yet dry sleeves have their niche where a more modular approach to reboring or a simplified coolant flow path is advantageous. This is not a universal rule but a practical tendency observed across the field, where the sleeve’s primary duties are to provide a robust, wear-resistant surface, to remain dimensionally stable under thermal cycling, and to establish reliable seals with both the piston rings and the coolant system. The inner and outer diameters of the sleeve must align perfectly with the block’s bores and casing surfaces. The wall thickness, usually engineered to tolerate the highest anticipated piston ring loads and the engine’s cooling regime, is a precise balance between strength and heat conductance. In high-stress engines, slight deviations in wall thickness can ripple into cylinder taper, ring seat instability, and ultimately reduced performance. The finishes applied to the sleeve surface—honed textures, potential coatings, or surface hardening treatments—serve to optimize lubrication film formation and to minimize adhesive wear between the piston rings and the bore. Honing creates a controlled crosshatch pattern that helps retain oil, while coatings can improve wear resistance or reduce friction under specific operating regimes. The exact choices for a given 7.5-liter engine depend on the block material, the crankcase design, and the intended duty cycle. In the absence of explicit public specifications for this exact model, engineers generally weigh the trade-offs between cooling efficiency and long-term wear behavior when selecting a sleeve strategy. The literature implies that a high-strength material such as cast iron or alloy steel, formed into a liner with careful tolerances, forms the backbone of most robust sleeves. This choice reflects a need to withstand the pressures of combustion and the thermal cycles that accompany heavy loading, while still offering manufacturability and repair options during overhauls. The sleeve’s ability to resist thermal fatigue and corrosion also matters, as diesel operation can create aggressive conditions, particularly in engines that encounter extended periods of high load or hot ambient temperatures. The reliability story here hinges on how the sleeve interacts with the piston, the rings, and the cooling system. When a sleeve is well-matched, its interference fit with the block, the seal at the bottom of the head gasket area, and the alignment with the water jacket all contribute to stable bore geometry. This stability reduces the need for aggressive honing procedures during rebuilds and helps maintain consistent compression across the engine’s life. Conversely, if the sleeve design or its finishing process allows more distortion to seep in, operators may see increased oil purge, higher blow-by, and variability in combustion chamber conditions. In practice, that means a technician inspecting or rebuilding a 7.5-liter engine must take a holistic view: the sleeve is not an isolated part but a central pillar of the engine’s thermal and mechanical balance. The difficulty for public discussion lies in finding precise data that confirms which sleeve approach is employed in a particular 7.5-liter variant. The best-supported line in the public record notes a 2002 technical document that outlines the specifications and overhaul procedures for a 7.5-liter diesel engine family. This document is cited in technical references and is used as a baseline for understanding the expected measurements, maintenance intervals, and inspection criteria for sleeves and related components. While the exact wording and figures are not freely accessible in most online sources, the reference underscores a key point: sleeve specifications are highly model-specific and tied to a broader maintenance manual. For practitioners seeking definitive answers, the path leads to official service literature and manufacturer-approved documentation. In the meantime, the broader technical picture remains consistent with industry practice: sleeves must provide a robust, wear-resistant surface, maintain precise bore geometry under thermal load, and integrate with sealing and cooling strategies. The conversation about wet versus dry sleeves often boils down to the engine’s cooling strategy, the ease of maintenance, and the replacement economics. Wet sleeves, when integrated with the water jacket, can offer excellent heat transfer and distortion control, which helps maintain a round bore over time. They also enable more aggressive cooling and can reduce the risk of localized hot spots that accelerate wear. Dry sleeves, by contrast, may simplify certain maintenance workflows or manufacturing steps, depending on the block design, but can require more careful attention to cylinder sealing and bore integrity over long service periods. In any case, the aspiration is the same: a sleeve that remains stable through thousands of hours of operation, resisting wear and maintaining lubrication film quality as temperatures swing with load and ambient conditions. From a maintenance planning perspective, practitioners must track bore wear, verify honing patterns, and inspect coatings or surface treatments for signs of peeling or micro-wear. The process of reconditioning sleeves, when necessary, is not a mere matter of replacing a liner. It often involves careful measurement of inner diameters, wall thickness, and the concentricity of the bore relative to the block’s reference surfaces. The goal is to restore the sleeve to its original geometry with minimal depth of cut, preserving the integrity of piston rings’ seating and ensuring a consistent compression ratio across all cylinders. Given the lack of freely accessible model-specific sleeves data in public sources, the prudent path for anyone faced with an actual 7.5-liter engine is to consult the official service manual or a certified technician who can access the manufacturer’s technical data. That emphasis on official documentation is not merely bureaucratic; it is a recognition that mechanical tolerances, surface finishes, and heat transfer properties are finely tuned to a given configuration. Even small deviations can alter the engine’s breathing, lubrication, and reliability. For readers who are curious about sleeve usage in other, non-brand-specific contexts, there is relevant practical discussion available online. For instance, a resource exploring whether a particular model uses sleeves, and how the concept differs between wet and dry configurations, can illuminate the general principles at play. For readers curious about sleeve use in other models, see this discussion: Does a 2120 engine have sleeves?. This link provides a comparative look at sleeve questions across different engines, illustrating how the same fundamental questions recur across platforms. While it cannot replace official data for the exact 7.5-liter engine being considered, it helps frame the practical implications of sleeve type, bore wear patterns, and maintenance decisions in a readable, real-world context. The bottom line remains straightforward: sleeves are central to cylinder integrity, heat management, and lubricated motion. The precise type for a given 7.5-liter engine depends on the block design, the cooling philosophy, and the maintenance philosophy of the manufacturer. The absence of a widely published, model-specific public specification should not obscure the underlying engineering logic. When sleeves are designed and installed correctly, they help the engine resist wear, maintain compression, and deliver consistent performance across heavy workloads and variable operating conditions. When the sleeve arrangement is poorly chosen or poorly executed, the cost shows up as higher oil consumption, reduced power, and shorter overhaul intervals. The best approach for engineers and technicians remains the same: base decisions on robust measurement, alignment, and material science, and lean on the official manuals for the exact model’s tolerated ranges, surface finishes, and maintenance procedures. External references can illuminate the general standards and historical practices that shape sleeve design in engines of this class. For those who wish to explore primary-source material, the 2002 document referenced in technical literature offers a focused look at the specifications and overhaul procedures for this family of engines. External resource: 7.5L CNHC Diesel Engine Specifications and Maintenance/Overhaul Procedures. In this chapter, the sleeve remains the quiet workhorse, whose proper selection and care are essential to the engine’s long, productive life. Understanding its role helps connect the dots between what a user experiences in the field and what the shop technicians measure with micrometers, bore gauges, and dial indicators during a rebuild. The sleeve, once fully understood, reveals itself as a keystone detail in the larger story of engine endurance. And in the trenches of equipment maintenance, every bore, every liner finish, and every heat transfer path matters, even when the operator cannot hear the difference in RPM between a healthy engine and a marginal one.
Decoding Cylinder Sleeves in 7.5L Agricultural Engines: What They Do, How They Finish, and Why They Matter
Cylinder sleeves are the quiet workhorses of modern high-output engines. In a 7.5-liter displacement used in demanding agricultural and industrial equipment, sleeves do more than just provide a smooth bore for the piston to slide in. They set the stage for wear life, heat management, and the engine’s ability to sustain power under heavy loads. The sleeve is the inner lining that bears the brunt of combustion and lubrication, and its health reverberates through every aspect of engine performance. When people ask what type of sleeves a 7.5L engine has, the truth is not always straightforward in public-facing materials. Detailed sleeve configurations—whether wet or dry, and the specific material and coating choices—are often defined in official service manuals or manufacturer technical specifications. What is clear, however, is that the sleeve choice in a 7.5L platform is a deliberate design decision, tied to how the engine handles heat, seals compression, and tolerates wear over time in some of the harshest operating conditions on the farm or in light construction work. A practical view of sleeves, therefore, begins with understanding their purpose and the tradeoffs that come with different sleeve concepts.
At the core, cylinder sleeves form the wear-resistant surface the piston rings ride against. They must resist the scratching, scoring, and micro-welding that can occur when metal-to-metal contact becomes too frequent. They also carry a role in sealing the combustion chamber. Consistent piston ring sealing depends on a stable bore geometry, which in turn relies on a sleeve that remains true to size, roundness, and bore finish across the engine’s life. A robust sleeve helps maintain proper compression, which is essential for reproducible power output and clean burning. If the bore begins to taper, ovalize, or develop glazing, compression can drop, blow-by can increase, and fuel efficiency can waver. In this sense, sleeves contribute directly to fuel economy and emissions performance, as well as to the engine’s ability to sustain high-load operation without losing power.
Thermal management is another facet where sleeves show their value. The combustion process creates heat that must be conducted away from the bore to prevent hot spots, warping, or localized stress that accelerates wear. Wet sleeves, which are immersed in the engine’s coolant jacket, typically provide efficient heat transfer, helping to keep the bore more uniform in temperature. Dry sleeves, in contrast, ride with the block walls and rely more on the surrounding cast iron or alloy structure for heat handling, sometimes requiring more careful control of cooling flow to avoid hot spots. In a 7.5L platform engineered for long hours of operation, the sleeve choice is part of a bigger thermal strategy that includes coolant circuit design, jacketed flow, and piston cooling strategies.
The materials and finishing processes used for these sleeves are equally influential. In the 7.5L class, sleeves are typically made from high-grade alloys that can endure high pressures and temperatures without deforming. Ductile iron is a common choice because of its strength, fatigue resistance, and ability to take a tight bore finish after honing. In some designs, chromium-plated steel sleeves or other hard coatings are used to reduce wear, lower friction, and improve service life. The sleeves are machined to precise tolerances, and their surface finish is optimized to minimize friction with piston rings while still supporting effective oil film formation. The goal is a bore that remains circular and true, with a finish that encourages stable ring sealing across a broad operating envelope. When these sleeves wear, the engine can often be repaired by replacing the sleeves rather than rebuilding the entire block, a feature that reduces downtime and keeps machinery in service for longer periods.
Given the public-facing data, the exact sleeve configuration for a given 7.5L engine model is not always spelled out in consumer materials. The core takeaway is that sleeve design for this displacement is a balance of heat transfer, wear resistance, and serviceability. For operators who run equipment at high output or under heavy-duty conditions, the choice between a wet or dry approach, the material family, and the coating strategy becomes a decision about reliability, ease of maintenance, and total cost of ownership over the engine’s life. This is why maintenance practices around sleeves matter as much as the sleeve design itself.
A disciplined maintenance routine begins with regular inspection. Technicians should look for signs of scoring, pitting, cracks, or excessive wear in the bore area. Scoring can indicate lubricant delivery issues, debris ingress, or inconsistent wear patterns. If the bore is out of round or becomes glazed, the rings may lose sealing effectiveness, causing a gradual power drop and higher oil consumption. In some engines, coolant leakage into the combustion chamber or abnormal coolant consumption can signal sleeve or liner failure, particularly in wet-sleeve configurations where the sleeve sits within the cooling circuit. When wear is evident or measurements show the bore has exceeded the manufacturer’s service limits, sleeve replacement becomes a practical service option. Replacing sleeves, instead of re-sleeving or replacing the entire block, is a modular repair that can shorten downtime and preserve the rest of the engine’s components.
The replacement process, while technical, follows a logical sequence. It starts with a thorough teardown of the top end, careful handling of the crankshaft and connecting rods, and the removal of the old sleeves. The block surface must be prepared to receive new sleeves, with any core shift or ovality corrected to ensure concentricity with the crank axis. New sleeves are pressed or fitted to the specified interference fit, after which boring and honing operations are performed to achieve the exact bore finish and roundness required. The piston rings, ring gap, and bearing surfaces must then be checked and reassembled with the correct torque specifications. The precision required highlights why sleeve replacements are typically performed in a controlled workshop environment with the right fixtures and metrology gear. While the steps above are general, the exact torque values, fit tolerances, and sequence will come from the official service manual for the engine model in question.
From the viewpoint of long-term reliability and cost efficiency, sleeve integrity is inseparable from the broader approach to lubrication and cooling maintenance. Proper lubrication hinges on clean oil, correct viscosity, and a reliable oil filtration system. Any contaminants can abrade the bore finish or lodge in the clearance gaps, accelerating wear. Coolant health matters too. Contaminants or improper coolant pH can corrode sleeve materials or create galvanic conditions that degrade the bore surface. A consistent maintenance plan includes testing oil and coolant during major services, watching for unusual wear patterns in the bores, and ensuring the cooling circuit is free of blockages and leaks. When these elements are in harmony, the sleeves can do their work with minimal intervention, delivering steady compression, predictable power, and efficient combustion.
For technicians and operators who want a deeper dive into the general concept of sleeves, a concise resource on engine sleeves offers a broader context and can help bridge the gap between theory and practice. What are engine sleeves provides a helpful overview of sleeve function, materials, and the ways sleeves interact with pistons, rings, and the block. This kind of background can be particularly useful when evaluating replacement options or planning a maintenance strategy that prioritizes sleeve life.
In terms of real-world practice, what matters most to owners and crews is having the right information at the right time. Because sleeve configurations can vary even within the same displacement class, it’s essential to consult the official service documentation for the engine you’re working on. The alignment of bore finishes, the understanding of whether the design uses wet sleeves or dry sleeves, and the precise material specification all affect the replacement interval, the heat management approach, and the expected seal performance. When in doubt, rely on OEM or certified aftermarket sleeves that match the manufacturer’s specifications and installation procedures. This alignment helps ensure that the bore remains true, the rings seal consistently across thousands of hours of operation, and the engine continues to deliver predictable power when it matters most in field conditions.
To summarize, cylinder sleeves in a 7.5L agricultural engine are more than a spare part tucked inside the block. They are a central element of wear resistance, sealing integrity, and thermal management. Their material composition and finishing, the choice between wet or dry configurations, and the accuracy of installation all influence how long the engine can perform under load, how cleanly it burns fuel, and how easily technicians can service it when wear inevitably occurs. Owners who stay engaged with the engine’s health—by monitoring bore condition, ensuring clean lubrication, and following the manufacturer’s recommended service intervals—can extend the life of the sleeve system and keep the overall machine productive. The best practice is to treat sleeves as replaceable parts that demand precise fit and careful handling, not as a fixed, unchanging element of the block. When a sleeve does wear to the point of needing replacement, the repair should be performed using the correct sleeves, proper bore finishing, and adherence to the official installation specifications to maintain the engine’s reliability and performance.
External resource: For precise specifications and installation procedures, consult the official technical documentation. https://www.newholland.com/en/support
Sleeves Under Scrutiny: Understanding Cylinder Sleeve Types in a 7.5L New Holland Engine and Their Maintenance Implications

When a reader asks about the sleeve type used in a 7.5 liter New Holland engine, the honest answer is that the exact specification is not available in the current public data. What is clear is the broader context on sleeves and how their design influences maintenance and reliability. For technicians and operators, the prudent approach is to confirm the sleeve configuration from the official service documentation for the specific engine variant.
Two common families are wet sleeves and dry sleeves. Wet sleeves are liners that usually extend into the coolant passages and are cooled by the same coolant that circulates around the block. Dry sleeves reside within the bore and are cooled predominantly by the block through its own cooling channels and by oil at the sleeve bore interface. The choice matters because it shapes heat transfer, piston ring sealing, and wear distribution along the cylinder wall.
In agricultural engines of similar displacement, manufacturers select a sleeve approach to balance service life, maintenance ease, and production economics. Wet sleeves can simplify heat removal from the liner surface and may allow replacement of the liner without major block work. Dry sleeves can offer compact geometry and tight bore control, but they may require careful oil management and sealing around the sleeve interface. The exact implications depend on the block design and the lubrication and cooling strategy paired with the sleeve.
Because model specific sleeve data for the 7.5L New Holland engine is not publicly documented in detail here, technicians should verify the sleeve type with the official service manual or technical sheet for the precise variant. Manuals typically specify the sleeve type, bore dimensions, installation tolerances, and the recommended replacement procedure. Relying on the model specific documentation helps ensure correct torque sequences, seal selection, and cooling system compatibility, all of which influence long term reliability.
From a maintenance planning perspective, sleeve choice affects how cooling and lubrication are managed. A wet sleeve design ties the liner cooling to the coolant loop, so cooling system integrity and coolant quality directly affect bore wear and sealing life. A dry sleeve relies more on the block cooling circuits and oil film near the bore, placing emphasis on oil cleanliness, proper lubrication pathways, and bore finish. In either scenario, attention to end seals, o rings, and junctions between the sleeve and block remains critical to prevent oil leaks, coolant intrusion, and degradation of cylinder geometry.
For field diagnostics, signs that point toward sleeve-related issues include unusual overheating patterns, coolant appearing in oil, or oil leakage at the liner interface. However, such observations are not definitive without official sleeve type confirmation. A hands on inspection of how the liner seats, the presence of any seal beads or beads around the bore, and any coolant passages aligning with the top or bottom of the bore can provide practical clues in the absence of explicit documentation, but should be followed by a check of the official specification.
The broader takeaway is that sleeve type is a system level decision that affects heat management, sealing strategy, and maintenance scheduling. When the exact sleeve configuration for a given 7.5L New Holland engine is not readily available, rely on the model specific service literature to guide maintenance planning and repair procedures. Use a diagnostic mindset that considers how sleeve type influences bore wear, heat transfer, and oil sealing, and coordinate repair actions with the broader cooling and lubrication system checks. In practice, this disciplined approach helps maximize reliability, minimize downtime, and support informed decisions about repairs and component life in the field.
Final thoughts
In summary, the cylinder sleeves used in the 7.5L New Holland engine play a crucial role in its performance, reliability, and efficiency. Different types of sleeves, whether dry or wet liners, have specific advantages that can significantly influence how the engine operates under various conditions. Understanding the technical specifications associated with these sleeves helps motorcycle owners, auto owners, and repair shops make informed decisions regarding maintenance and parts replacement. The comparative analysis with other engine models provides additional insights that can guide users in selecting the right engines and components for their needs. Ultimately, a solid understanding of these elements can contribute to better maintenance practices and enhanced engine performance.