Wear in Mack E7 wet cylinder liners can degrade compression, oil control, and overall reliability. Replacing worn sleeves with new OEM liners (such as 123.85 mm bore sizes, part numbers like 5010284447 or 509GC463) is common, but remanufacturing through honing can restore near-original performance while cutting downtime and material costs. Modern equipment—from Rottler’s walk-away honing systems to H87AXY CNC automatic vertical stroke machines—has shifted cylinder bore restoration from labor-intensive to highly repeatable, controlled processes. This article focuses on can you hone the sleeve of a Mack E7 engine, weaving together four perspectives: the technological foundations of cylinder liner honing and surface finish requirements, the economics and lifecycle considerations of remanufacturing, operational best practices for equipment and quality control, and the environmental and regulatory implications of cylinder liner remanufacturing. Each chapter ties back to the central question, delivering actionable guidance for motorcycle and auto owners, parts distributors, repair shops, and fleets seeking reliable, cost-effective rebuild options.
Honing the Mack E7 Sleeve: Surface Preparation and Precision for Enduring Power
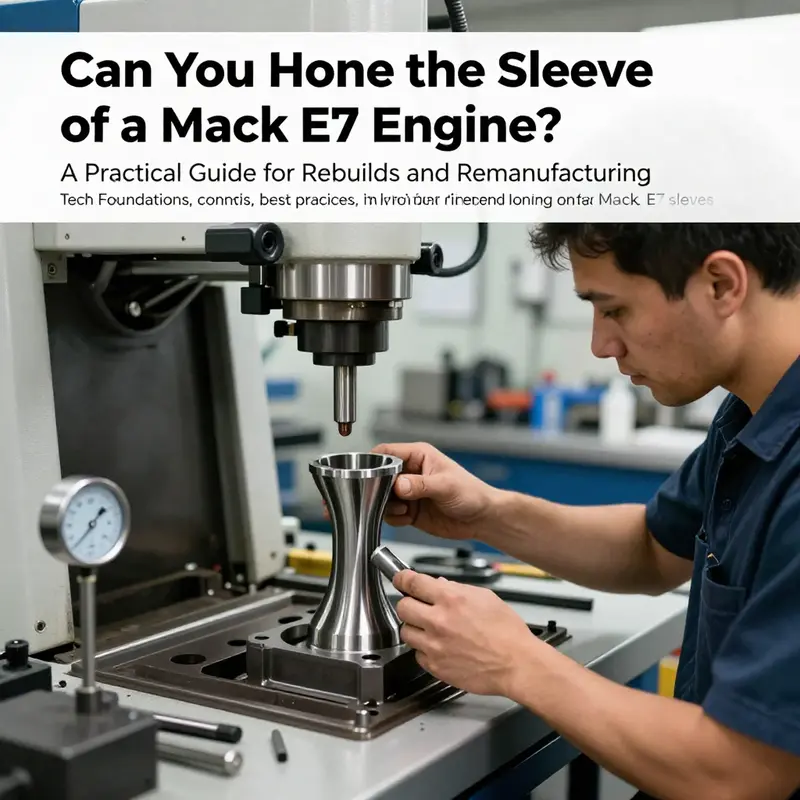
In the heavy-duty diesel world, the sleeve is a central interface between piston rings and the combustion chamber. For the Mack E7, a well-honed bore balances sealing, oil control, and durability, translating piston displacement into reliable power while withstanding high temperatures and loads. The goal of honing is to create a controlled surface texture that sustains a stable oil film and predictable ring seating over thousands of hours. Done well, a worn sleeve can look like new; done badly, it invites oil consumption, marginal sealing, and uneven wear that accelerates engine distress.
The finishing surface matters most. The honing step bridges rough grinding and the precision demanded by modern engines. The bore’s crosshatch pattern—diagonal grooves left by the honing stones—guides oil capture, redistribution, and film stability. A pattern that is too shallow may not trap enough oil; one that is too aggressive can trap contaminants or create stress risers. The objective is a repeatable texture that preserves lubrication while enabling reliable ring seating.
A common target for heavy-duty sleeves is a crosshatch angle near 45 degrees. This orientation typically provides a compromise between oil retention and ring seating. Texture also includes roughness parameters. An arithmetic roughness Ra in the 0.3–0.6 micrometer range is often cited after honing, with a peak-to-valley height (Rz) in roughly 2.0–4.0 micrometers for a high-load bore. These figures reflect decades of testing and are supported by metrology standards such as ISO 13399-1:2017 and related guidelines that govern measurement and traceability.
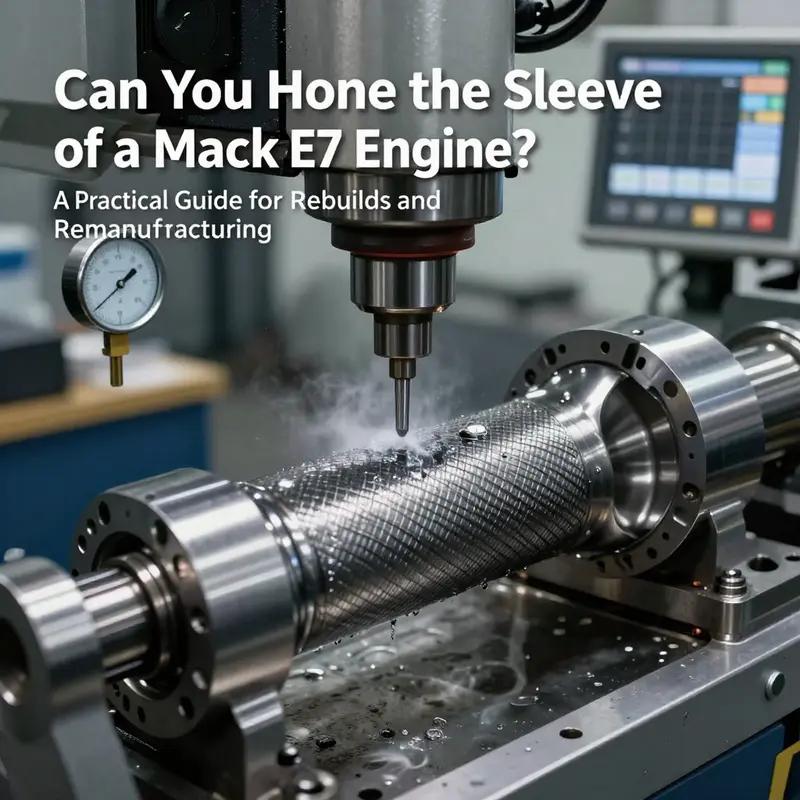
Modern shops increasingly use CNC honing systems that reproduce consistent cycles. A vertical-stroke honing machine, controlled by a program, manages stone oscillation, dwell time, grit progression, and coolant delivery. The result is reproducible bores from cylinder to cylinder with reduced variability in compression and oil consumption, while the technician focuses on measurement feedback and process tuning.
When choosing between refurbishing an existing wet sleeve or replacing with a new liner, the Mack E7 analysis centers on bore condition and OEM specifications. The standard direct-replacement bore for this engine is around 123.85 millimeters; new liners with this dimension enable practical replacement in many fleets. Even with replacement, honing remains essential to verify geometry, recondition donated liners, and ensure a uniform surface that supports a durable seal. In all cases, the post-installation finish governs seal longevity and engine efficiency.
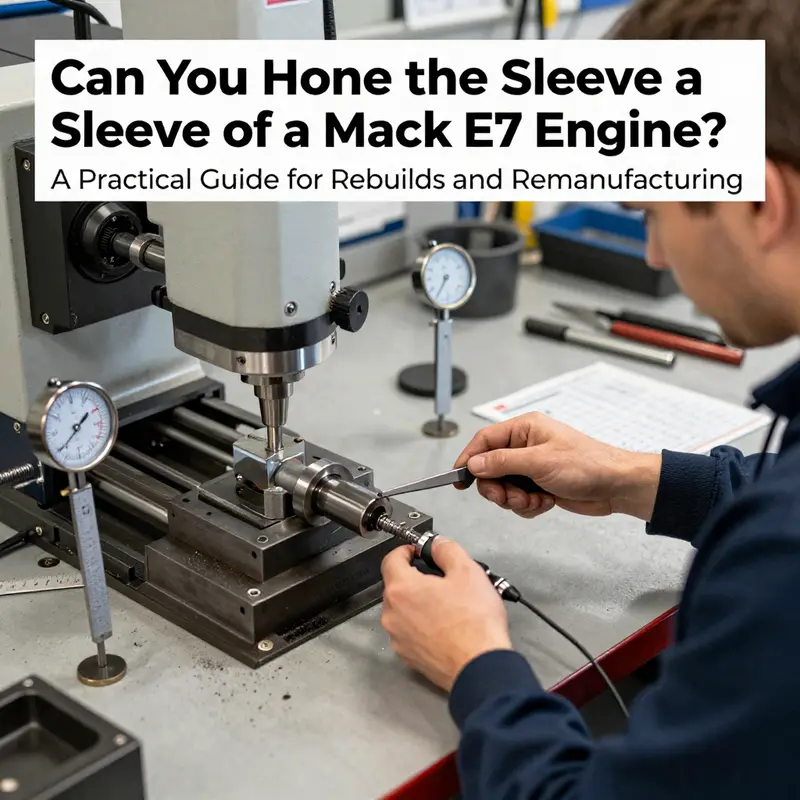
Assessing surface quality is not just about the present seal. It extends to long-term fuel economy, emissions, and maintenance. Technicians measure roundness and straightness, check crosshatch depth and orientation, and verify texture stability under operating temperatures. They ensure oil pathways within the liner are clear and that grazing zones do not undermine sealing. The result is a bore that fits and performs, producing consistent compression across cylinders.
From an economic and environmental perspective, precision honing can unlock meaningful savings relative to full replacement. The goal is to provide a bore that approaches “as good as new” while conserving materials and reducing waste. This requires disciplined process control, accurate initial assessment, and rigorous post-honing measurement as part of a sealed workflow that emphasizes quality over speed.
In practice, the technician’s workflow begins with an inspection of the worn sleeve for scoring, taper, and out-of-roundness. If honing is chosen, the bore is prepared, appropriate parameters are selected, and a designed cycle yields a consistent crosshatch and roughness. Metrology tools verify concentricity, roundness, and Rz, followed by leak, compression, and break-in checks to validate sealing performance. The ideal outcome is a bore that accepts new rings with dependable sealing and stable oil consumption across long service intervals.
For readers seeking a concise reference, the sleeve is the cylindrical wall on which piston rings ride; honing shapes its roughness and geometry to govern lubrication, heat transfer, and wear life. In the Mack E7, the sleeve is a critical interface, and achieving the right surface finish is the essential step that makes the engine’s performance predictable, durable, and economical over thousands of miles.
Further resources from OEM manuals and industry standards provide official targets, measurement procedures, and acceptance criteria for crosshatch, Ra, and Rz. The precise synthesis of pattern, roughness, and geometry is a vetted, engineered outcome—validated by measurement, testing, and years of field experience in demanding platforms such as the Mack E7. For those seeking additional context, consult the engine maker’s service documentation and recognized industry guidelines.
From Wear to Worth: Lifecycle Economics of Honing Mack E7 Cylinder Sleeves
The Mack E7 engine has long served as a workhorse of heavy-duty fleets, built to endure long hours and punishing environments. Within that endurance lies a delicate balance: the interface where piston rings meet a durable bore. Cylinder sleeves, or liners, form that interface and bear the brunt of heat, pressure, and wear. When those sleeves accumulate minor wear, glazing, or scoring, honing emerges as a repair strategy that can restore surface finish and dimensional accuracy without replacing the entire block. In a field where downtime translates directly to lost revenue, the decision to hone rather than replace hinges on a careful appraisal of wear, cost, and lifecycle implications. For operators who rely on consistent performance from fleets that log thousands of miles weekly, this approach can transform a maintenance event into a strategic asset—one that sustains power, economy, and uptime over the life of the vehicle population.
Honing, at its core, is about surface conditioning. The goal is to produce a cross-hatch texture on the bore that supports proper piston ring seating, oil control, and even heat transfer. When a bore is out of round or when the crosshatch has degraded, ring seal can fail, leading to increased oil consumption, reduced compression, and compromised power. Yet for many Mack E7 configurations, the damage is limited to the sleeves themselves rather than the block casting. In such cases, honing can refresh the bore to OEM tolerances, rejuvenating the engine’s ability to seal properly and to sustain consistent combustion. The value here is twofold: it preserves the original engine design and it avoids the expense and lead time associated with a full engine block replacement. The practice aligns with a broader philosophy of repair-focused maintenance and remanufacturing, where the aim is to extend the useful life of components that still meet performance criteria after careful refurbishment.
The decision to hone is not purely about the mechanics of the bore. It sits at the intersection of reliability, cost stewardship, and operational continuity. In the Mack E7, where liners are designed to match precise OEM specifications, the process must preserve those tolerances with meticulous measurement and surface finishing. A bore that is too smooth can fail to retain adequate oil film, while a bore that is too rough can accelerate wear and increase blow-by. The honing finish must balance these concerns with the mountain of heat the engine endures in heavy-haul service. Modern honing practices have moved beyond manual, labor-intensive methods toward automated, controlled processes that deliver repeatable results. These advances reduce the variability that once plagued on-site repairs and make it feasible to refurbish used wet liners with a degree of assurance previously reserved for new parts. Although the underlying science remains timeless—proper crosshatch geometry, correct finish roughness, and consistent bore size—the tooling, measurement, and quality checks have evolved to offer reliable outcomes across fleets.
From the fleet-management perspective, the economics of honing hinge on the relative costs of repairs versus part replacement and engine remanufacture. Replacing a worn engine or block, or even procuring a remanufactured unit, typically carries a premium in both parts and labor. Remanufacturing, as a broader lifecycle category, often yields substantial savings by refurbishing components rather than discarding them. Industry analyses spotlight the potential savings of component-level repair and remanufacture, noting that costs can be reduced by a meaningful margin—sometimes approaching half the cost of a brand-new engine when repair pathways are properly undertaken. The Remanufacturing Industries Council has highlighted the financial incentives embedded in repairing at the component level, and those incentives translate directly into the decision calculus for a Mack E7 owner weighing whether to hone sleeves or to pursue a more radical rebuild. In practical terms, the economic delta becomes even more pronounced for heavy-duty operators whose fleets are not simply weekend showpieces but critical assets that generate revenue across long, demanding routes. In these contexts, the time value of downtime is as significant as the material cost of parts.
Downtime is the other half of the equation. A scheduled honing procedure, performed with trained technicians and appropriate facilities, can typically be completed in a fraction of the time required to source, transport, and install a remanufactured engine or a new block. Fleet managers quantify downtime in terms of lost loads, missed deliveries, and idle assets. The U.S. Department of Energy’s Advanced Manufacturing Office has emphasized that efficient repair practices contribute to reducing vehicle idle time and raising fleet productivity. When a liner refurbishment can be completed within days rather than weeks, the difference is not merely financial; it is operational. A quick turnaround keeps a truck on the road, supports on-time service levels, and sustains reliability in the supply chain. The practical reality is that honing, when performed by qualified technicians using properly maintained equipment, can bring a worn engine back into spec with minimal disruption to service schedules. The ability to achieve a durable finish that preserves seal integrity means fleets can realize meaningful gains in uptime, fuel efficiency, and engine life without absorbing the total cost penalty of a full engine replacement.
Lifecycle considerations elevate the case for honing beyond the immediate repair. A component-level repair, when executed correctly, embodies circular economy principles by extending the useful life of existing parts and reducing waste. Rather than discarding sleeves that still meet functional thresholds, the practice supports reuse and postpones the demand for new material production. The environmental footprint—energy consumption, raw material extraction, and transport emissions—benefits from such strategies, aligning repair choices with broader sustainability goals. This is not merely about sentiment; it is about a measured calculus that weighs the environmental, economic, and operational returns of refurbishing worn sleeves against the cost and impact of new parts. In an era when fleets strive to optimize total cost of ownership, the lifecycle approach recognizes that a well-executed honing process can yield a durable, economical, and timely return to service.
A critical thread in this narrative is confidence in OEM specifications and the assurance that a rebored or honed sleeve can meet the same performance benchmarks as a new or remanufactured component. For Mack E7 engines, the availability of direct-replacement liners manufactured to exact OEM tolerances provides a safety net: when honing reveals that the bore can be restored within those tolerances, the repair can be certified to deliver the intended compression sealing and oil control. The technical resources available from the original equipment manufacturer emphasize the importance of adhering to service manuals, surface finish specifications, and measurement criteria. The result is a repair path that respects the engine’s design intent and maintains the integrity of the lubrication and cooling systems that govern sustained performance under heavy load.
Yet the decision to hone is not a one-size-fits-all proposition. It requires a disciplined evaluation of bore condition, crosshatch integrity, and the presence of any structural damage to the liner or block. A liner that has experienced excessive wear, deep scoring, or core damage may not respond well to honing, and a replacement strategy may be more appropriate. In such cases, the cost and lead time associated with new OEM sleeves become the ultimate boundary condition for economic viability. The expertise to make this judgment rests with certified diesel technicians who can interpret measurements, interpret wear patterns, and determine whether the bore can be restored to the original size with a stable finish. This is where the human factor remains essential even as automation and precision tooling improve reliability. The blend of high-quality measurement, controlled finishing, and professional assessment ensures that a honed sleeve delivers durable performance across the engine’s remaining service life.
From a practical planning perspective, incorporating honing into a maintenance program for Mack E7 installations involves several key steps. First, a thorough inspection of the sleeve bore and liner geometry is conducted to determine whether the damage is within wearable limits. Next, technicians capture precise bore measurements—diameter, roundness, and taper—to determine the appropriate honing strategy and final bore size. The finishing stage emphasizes the crosshatch pattern and surface roughness to achieve optimal ring seating and oil film development. Finally, a verification process confirms that the final bore size aligns with OEM specifications and that the piston rings will seat correctly under load. This sequence—assessment, conditioning, verification—provides a robust framework for determining whether honing will restore performance or whether a liner replacement is warranted. Throughout, the emphasis remains on ensuring that the repair yields a durable seal, stable oil consumption, and predictable engine life in the field.
Cost considerations also extend beyond the immediate price tag of the sleeves and the honing process. Labor hours, shop rates, and the logistics of obtaining OEM- spec liners all factor into the total cost of ownership. In many cases, a well-managed honing job can be performed at a local shop or at the operator’s facility, minimizing transport costs and reducing the time the vehicle spends out of service. The economic advantage grows when one considers the long-range impact on fuel efficiency and reduced oil consumption that stem from proper ring seating and optimized bore geometry after honing. A well-prepared bore promotes stable compression and efficient combustion, which can translate into measurable fuel savings over the engine’s remaining life. In heavy-duty duty cycles, even modest gains compound across thousands of miles and thousands of gallons of fuel, yielding a meaningful aggregate effect on operating costs.
Within this framework, the question of where to source the needed sleeves also carries weight. High-quality OEM-specified sleeves are designed to fit the Mack E7 block and to maintain long-term reliability, and selecting the right sleeve is part of preserving the investment in a honed bore. The decision to replace versus remanufacture requires a careful appraisal of the block’s condition, the sleeve’s wear state, and the anticipated service life after refurbishment. This is not merely a technical call; it is a strategic choice about fleet progression, maintenance budgeting, and the ability to keep a lane of vehicles operating on schedule. For many fleets, the most prudent path is to treat honing as a partner in lifecycle extension rather than as a one-off repair. When integrated into a broader maintenance strategy, honing can help stabilize total cost of ownership, minimize unplanned downtime, and sustain the performance profile that customers expect from a Mack E7-powered platform.
For operators seeking more detail on the cost side of sleeves and sleeves-to-repair economics, a closer look at industry discussions around engine sleeve cost can be instructive. The topic is addressed in broader maintenance content, where discussions of repair versus replacement are framed within the context of lifecycle economics and fleet performance. As you weigh the numbers, keep in mind that the best choice is not simply the cheapest option today but the option that preserves performance, minimizes downtime, and sustains efficiency across the vehicle’s remaining service life. In other words, the most economical path is often the one that aligns repair quality with the engine’s design intent, ensuring that a honed sleeve and its supporting systems deliver reliable power for the miles ahead. For a concise overview of how those cost figures can be framed, see our in-depth exploration of engine sleeve cost.
External reference: For OEM guidelines and repair procedures, consult the official technical resources from the engine manufacturer, which provide the authoritative framework for cylinder honing, bore sizing, and liner replacement. https://www.macktrucks.com/service-and-support/technical-resources
Honing the Mack E7 Cylinder Sleeve: Precision, Process, and the Path to Long-Run Power
The question of whether you can hone the sleeve of a Mack E7 engine opens a larger conversation about how modern remanufacturing keeps heavy-duty fleets on the road. The cylinder liner, often called the sleeve, is more than a wear surface. It is the weathered battleground where piston rings seal against heat, pressure, and friction day after day. A well-honed bore is the difference between efficient compression and oil consumption spiraling out of control. In a Mack E7, where durability and reliability are prized under demanding loads, the sleeve’s surface finish and geometry become decisive factors in overall engine life. Honing, at its best, is not a cosmetic polish but a precise restoration of the bore to a state that aligns with OEM specifications while accommodating the realities of reclaimed components. The aim is a surface that promotes consistent ring seating, predictable oil control, and the kind of sealing that stands up to the rhythms of heavy service.
The process begins with a careful assessment rather than a rush to reassemble. A worn liner may exhibit uniform wear, glazing, scratches, or out-of-round conditions that threaten concentricity. Each condition tells a story about how the engine has lived. In remanufacturing, the goal is to decide which liners can be remanufactured to a condition that is effectively “as good as new,” and which liners should be replaced outright. This decision hinges on meticulous measurement and disciplined adherence to OEM parameters. In the Mack E7 context, the bore size is typically centered around 123.85 mm for the liners, a detail that anchors both the replacement strategy and the honing plan. When a liner is deemed suitable for remanufacture, surface preparation becomes the bridge between worn steel and functional life ahead. The honing operation itself is a controlled metamorphosis, transforming a tired bore into a surface that can cradle the piston rings with predictable resistance and repeatable oil behavior.
The equipment that performs this transformation is a high-precision CNC honing system with a vertical stroke and walk-away capability. In practice, the operator programs the machine to execute a series of honing passes that interlock with the OEM’s recommended patterns. The workflow is designed to minimize human error while maximizing repeatability. Rather than a manual, one-off grit-through, the CNC system threads through a calibrated sequence. It watches for thermal variation, tool wear, and datum drift, adjusting as needed to keep the bore on spec. This level of automation is essential when remanufacturing multiple liners to the same standard, enabling a shop to produce consistent results across a batch. The essence of the approach is to preserve the integrity of the bore while removing the minute irregularities that accumulate through use. A well-executed honing cycle yields a bore whose surface supports stable break-in of the rings and controlled oil consumption from the start.
A cornerstone of the procedure is strict adherence to OEM specifications for several interlocking parameters. The bore diameter must land in the precise range dictated for the Mack E7 liner, typically around the 123.85 mm mark in new sleeves. Variations outside tolerance can ripple through the engine, undermining ring seal integrity and oil control. The surface finish, or Ra, is another critical dial. Across many heavy-duty applications, an Ra in the roughness window of roughly 8–16 microinches (about 0.2–0.4 micrometers) is targeted. This range supports the delicate balance between break-in wear and long-term wear resistance. Too smooth a finish can inhibit the rings from carving a proper cross-hatch, while too rough a finish can accelerate glazing and oil consumption. The cross-hatch angle, often set between 45° and 60°, is the geometry that underpins effective oil retention, coolant distribution, and ring seating. It is not a cosmetic detail but a functional feature that governs how oil migrates along the bore walls and how evenly the rings bed into the surface during the initial run-in.
The honing speed and applied pressure are the other levers a trained technician uses to steer the outcome. In a CNC environment, these parameters are driven by the program, but the operator still monitors for signs of over-honing or glazing. The aim is to reach a consistent cross-section profile while avoiding thermal damage and micro-cracking. The stones themselves—typically diamond or ceramic-based—are selected for their ability to maintain sharp, clean contact with the bore as material is removed. Coolant management is equally important. Adequate cooling reduces thermal distortion, prevents glazing, and protects the integrity of the liner’s surface finish. Without proper coolant, heat can drive micro-warping and alter the bore geometry in subtle, insidious ways. The combination of stone choice, coolant management, and controlled kinematic parameters forms the backbone of a responsible honing operation.
In any professional setting, surface finishing is as much about measurement as it is about action. Post-honing quality control is not an afterthought; it is integrated into the process through real-time data capture and meticulous inspection. Dimensional checks with bore gauges or micrometers ensure the bore remains within the required diameter tolerance. Surface roughness measurements, often performed with a profilometer, confirm that the Ra settles into spec. A visual inspection remains indispensable, looking for glazing, micro-scratches, or latent surface flaws that could become failure points under load. Concentricity and straightness checks ensure the liner remains coaxial with the engine block, a prerequisite for uniform compression sealing around the entire circumference. Modern honing systems with feedback loops provide data logging for each liner, helping shops trace back to the exact cycle parameters used on a given part. This traceability supports ISO and OEM quality expectations, which is more than compliance; it is a confidence-building practice for customers who rely on longevity in demanding service.
The decision to remanufacture a liner instead of replacing it outright has profound implications for cost, turnaround time, and environmental impact. A liner that can be honed to specification reduces material waste and the embodied energy involved in manufacturing a new sleeve. It also shortens downtime, an especially valuable benefit for fleets that must stay productive. Yet the decision hinges on the condition of the bore and the integrity of the surrounding cylinder block. If the damage or wear has extended beyond the bore into the block or if the liner’s support surfaces suffer from deformation, replacement becomes the prudent path. When remanufacturing is feasible, the process must be done with scrupulous discipline—every step documented, every measurement recorded, and every lot identified to ensure repeatability across a fleet’s maintenance cycles. The result is a repaired engine block that behaves with the reliability of a new unit, backed by data-driven assurance rather than guesswork.
Direct replacement sleeves remain an important option in the toolbox of remanufacturing. New Mack E7 wet cylinder liner sleeves with a 123.85 mm bore diameter are available, and the choice to replace rather than remanufacture is often driven by the scope of wear or by time constraints in a repair shop. The concept of direct replacement is straightforward: a liner that conforms to OEM bore size is installed, and the engine can be assembled with the confidence that the bore geometry and surface condition are within spec. This option provides a predictable path when an engine has endured heavy, irregular wear that would make rework impractical or uncertain. In practice, most shops weigh the cost and turnaround implications of remanufacture against the certainty of direct replacement. Either path is valid, so long as the decision aligns with OEM tolerances, engine design intent, and the service life expectations of the vehicle’s operator.
From a practical standpoint, the discipline around honing the Mack E7 sleeve is less about bravado and more about method. It is about building procedure and culture: a culture that treats each liner as a component with a history and a future, one that can be restored to dependable performance through careful preparation, precise machining, and rigorous quality control. When done correctly, the result is a bore that accepts the rings with predictable pressure profiles, minimizes oil leakage, and reduces the need for mid-cycle adjustments in service. The process is also a reminder that remanufacturing in the heavy-truck sector is not merely a repair; it is an engineering practice grounded in repeatable outcomes and responsible resource use. As the industry continues to emphasize lifecycle thinking, the honing operation stands as a critical node where technology, precision, and accountability converge to deliver engines that endure.
For readers seeking a foundational understanding of engine sleeves and their roles within blocks, a concise explainer offers useful context. What are engine sleeves?
In the end, the question is not a simple yes or no. It is a nuanced calculus of wear, geometry, and going-forward performance. You can hone the Mack E7 sleeve, and when you do it with disciplined process controls, the results can approach the reliability you expect from a fresh block. The bore accepts and retains a cross-hatch pattern that supports healthy ring seating, the Ra finishes align with OEM expectations, and the overall assembly yields a predictable oil profile across hundreds of thousands of miles. It is a reminder that precision is a quiet force in the background of heavy-duty power—an invisible standard that makes the difference between a fleet that runs reliably and one that spends more time in the shop than on the road.
As a closing reflection, consider the lifecycle implications of this work. Honing the liner, when done to spec, reduces waste by reviving used components rather than discarding them. It lowers the environmental footprint of remanufacturing and can shorten downtime, which translates into lower operating costs for fleets under pressure to maximize uptime. The careful balance of material removal, surface finish, and dimensional control embodies a broader trend in engineering: the shift from single-use parts to durable, serviceable components whose value is preserved through skilled intervention. The Mack E7, a venerable workhorse in many fleets, benefits from that ethos every time a liner is remanufactured and honed to the standard that keeps the engine breathing steadily at high loads across long miles.
External resource: honing-engine-blocks
null
null
Final thoughts
Honing the sleeve of a Mack E7 engine can deliver a reliable, economical rebuild path when approached with the right technology, process discipline, and environmental mindset. The key is to align bore finish, roundness, and size tolerance with piston ring and oil-control expectations, while weighing the capital and downtime implications against alternative OEM replacements. By combining proven honing technologies with rigorous quality checks and a clear view of lifecycle costs, shops, distributors, and fleet operators can extend engine life, reduce waste, and maintain performance across a demanding service profile. The takeaway: with the right equipment, standards, and supplier support, cylinder liner honing is not just feasible—it can be a strategic rebuild advantage for Mack E7 engines.